Chemical Recycling of Plastic Waste from Different Polymers: New Trends
Saba Saeed1*, Ayesha Attiq1, Eshwa Ali1, Shakeela Perveen1, Ayesha Asif2, Tania Maqbool1, Ayesha Naeem1, Pakiza Aslam1, Sidra Ashraf1
1Department of Zoology, The Government Sadiq College Women University, Bahawalpur, Punjab, Pakistan
2Institute of Zoology, University of the Punjab, Lahore, Punjab, Pakistan
ABSTRACT
Background For decades, the amount of global plastic waste has been increasing at an alarming level. Traditional landfill and incinerator treatments, on the other hand, result in air pollution and wastage of valuable land.
Method This study examined recent advances in the recycling and recovery of plastic waste. A special emphasis was placed on trash derived from polyolefinic sources, which accounts for a substantial part of plastic products used in the daily lifecycle. The mechanical and chemical systems and technologies for plastic waste treatment were detailed and explored in this study. To ensure a comprehensive study, sixty-five (65) papers were carefully selected. The selected papers were published during the period 2015-2023. These papers were searched using web search engine Google Scholar and PubMed database and reviewed to derive meaningful insights.
Results The findings determined that chemical recycling of plastic waste is a critical possibility to reduce marine and terrestrial pollution and enable the idea of circular economy to be implemented in today's world. Plastic waste poses both obstacles and opportunities to communities, independently of their level of environmental awareness or technical advancement. Moreover, mechanical processes utilize a variety of waste products as feedstock. Depending on their source, shape, and usage, these waste products can be reduced in size to a more acceptable shape and form (pellets, flakes, or powders).
Conclusion Advanced thermo-chemical treatment methods encompass a wide range of technologies that produce either fuels or petrochemical feedstock. Although mechanical recycling schemes are well known and commonly used, many chemical recycling treatment techniques are more productive and widely used due to their economic benefits.
Highlights
● Reusing and recycling materials help to save the environment in numerous ways.
● Increased plastic recycling directly reduces landfill use by converting recyclable plastics into new goods. ● Biodegradable polymers minimize the demand for synthetic polymers, thus reduce pollution at a low cost. ● For proper plastics management, acceptable standards and clear definitions are required.1. INTRODUCTION
A significant increase in the use of polymers, particularly plastics, can be attributed to the enormous growth in the world's population and the strong desire for higher living standards. In the US, plastics account for almost 30 million tons of municipal solid waste (MSW) annually, with less than 10% being recycled [1]. While synthetic polymer products have been extensively employed to accelerate social progress and enhance quality of life, their excessive production in contemporary world has resulted in serious environmental challenges [2].
The term "plastics" refers to synthetic polymers that have become pervasive in the society, with an average consumption of 50 kg/person annually in the European Union (EU) and 68 kg in the United States (US) [3]. Over the past five decades, global plastic production has experienced a tremendous upsurge, reaching 335 million tons per year in 2016, with Europe alone accounting for 60 million tons and an estimated double production within the next 20 years [4]. Unfortunately, a significant quantity of plastic waste has detrimental economic and environmental impacts. For example, an estimated 5-13 million tons of plastic each year, equivalent to 1.5-4% of global plastic production, ends up in the ocean [5]. The majority of plastic products, particularly packaging materials, are designed for single-use purposes, resulting in substantial amounts of plastic waste [6]. Efforts are underway to address this issue by reclaiming plastics from MSW, which is commonly disposed of in landfills.
Plastic products have varying lifespans, ranging from a few weeks for packaging to several years for building appliances. In India, the country generates over 15,000 tonnes of plastic waste daily, with a significant portion being attributed to packaging waste [7]. However, the recycling of polymeric materials faces challenges due to the diverse range of polymers used in packaging, as well as the presence of polymer blends, copolymers, and additives in plastic packaging [8]. Polymers have long chains of repeated units and are chemically stable, making them resistant to conventional disposal methods. Polystyrene, which comprises12.3% of plastic content in MSW, can be conveniently collected at centralized sites, such as food retail outlets, industrial sites, and commercial premises. Polystyrene is commonly used in various applications due to its low cost, chemical inertness, and durability including electronics, appliances, packaging, car parts, insulation, and medical products [9]. While polyethylene and polyethylene terephthalate (PET) products are considered as non-biodegradable, evidence has suggested that they may be susceptible to breakdown, modification, and metabolism by certain pathogens and microbes [10]. Scientists have identified numerous enzymes capable of hydrolyzing PET and other ester-containing polyester plastics, including polyurethane [11]. Mechanical recycling alone falls short in meeting the demands of the growing recycled plastic market, prompting the exploration of feedstock recycling technologies that can convert materials back into their fundamental monomers [12].
Chemical recycling techniques play a vital role towards a circular economy and in closed-loop recycling of compounds including hydrocarbons, as they offer a solution to the quality challenges faced by thermoplastic recyclers. Notable processes in chemical recycling comprise gasification, pyrolysis, and catalyzed cracking [13]. For instance, gasification involves partial oxidation of carbonaceous compounds using air, oxygen, steam, or their combination. Pyrolysis, also referred to as thermolysis, has emerged as a significant chemical recycling technology for plastic waste [14].
This review aims to determine the most suitable method for chemical recycling of plastic waste, specifically focusing on polymers, such as polystyrene (PS), polyethylene (LDPE and HDPE), and polypropylene (PP). It explores the pyrolysis of these polymers and investigates the range of products that can be obtained by varying catalysts and physical parameters. By understanding and optimizing the pyrolysis process, it is possible to advance the sustainable management of plastic waste and contribute to a more circular and resource-efficient future.
2. METHODOLOGY
2.1. Examining Research Trends
A thorough examination of significant publications during the past two decades was conducted to investigate the dynamic changes and emerging trends in the field of chemical recycling for plastic waste. To provide a comprehensive perspective, the current review encompasses the analysis of available research on chemical recycling, with a specific focus on the development of various methods, such as pyrolysis and gasification.
Systematic literature search was carried out by web search engine Google Scholar as well as PubMed database using different search terms,such as "plastic waste recycling", "types of plastics recycled", "chemical processes used for plastic waste recycling", and "emerging trends of polymers". Sixty-five (65) carefully selected papers were scrutinized including 20 papers dedicated to the gasification method and 45 papers centered on the pyrolysis method of chemical recycling. The publications, ranging from 2015 to 2023, were collectively reviewed to derive meaningful insights (Figure 1). The current study emphasizes two prevalent chemical processes utilized for recycling plastic waste, namely pyrolysis and gasification. These methods offer effective means to convert single or mixed plastic waste into valuable outputs including refinery feedstock, fuel, monomer, and chemical upcycling products. By exploring these approaches and synthesizing findings, this study aims to contribute to the advancement of knowledge and application of chemical recycling technologies, thereby promoting sustainable management of plastic waste in an environmentally responsible manner.
2.2. Chemical Recycling and Supporting Technologies
2.2.1. Recycling Products of Polyethylene. Initially, researchers developed polyethylene terephthalate (PET), a thermoplastic polyester, to create synthetic fibers. These PET fibers were later branded as "Dacron" [15] and have become one of the most advanced polymers, with several effective techniques developed on a large scale. They have been subjected to primary recycling, secondary recycling, and recycling specifically for plastic bottles. Conversely, a substantial challenge with PET recycling involves progressive reduction in mechanical properties with each reuse impacting its viability [3]. For instance, virgin PET has a strain-at-break of 42%; however, after just five extrusion cycles, the strain-at-break decreases to 0.7% [16]. Thus, the down-cycling process hampers the potential for thermomechanical recycling of PET. Moreover, recent research focused on tertiary recycling methods using different chemical approaches (Figure 2).
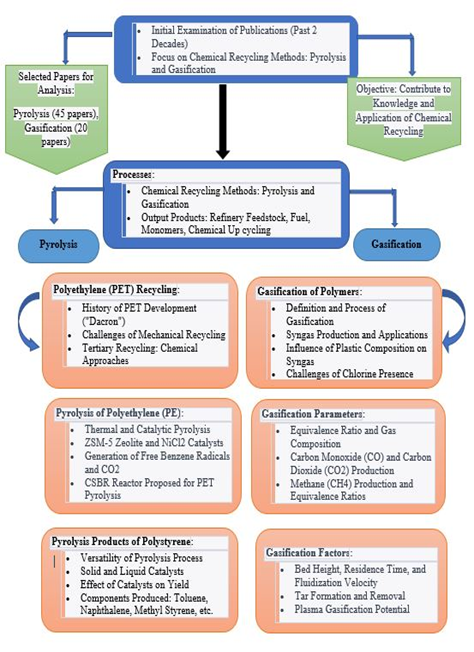
Figure 1. Examining Research Trends in Chemical Recycling of Plastic Waste
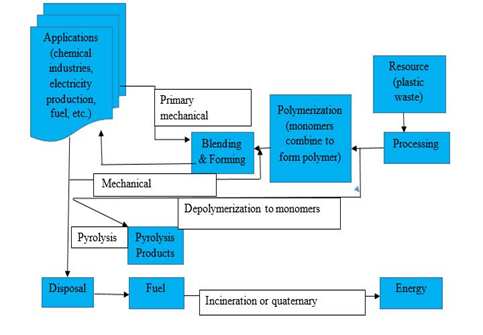
Figure 2. Schematic Recycling of Polymers and their Role in the Lifecycle of Applications
Chemical recycling refers to the process of complete depolymerization of PET into monomers or partial depolymerization into oligomers and other chemical compounds [17]. The pyrolysis of polyethylene (PE) can be accomplished through thermolytic or catalytic methods. To dissolve the polymer backbone and create smaller organic molecules, thermal pyrolysis entails heating PE under high pressure. On the other hand, a catalyst used in catalytic pyrolysis reduces temperature, shortens reaction time, and improves selectivity [3]. The destruction of polymeric materials through heating in an oxygen-free environment, often in a nitrogen atmosphere, is referred to as thermal cracking or pyrolysis. Depending on polymer type, pyrolysis at elevated temperatures can result in end-chain or random scission of macromolecules. Two different types of products were recovered from the pyrolysis process, namely a solid residue left in the sample container and condensable waxy compounds gathered in the condensers and filter. The waxy products were then subjected to pyridine dissolution, GC/MS-FID analysis, and Fourier Transform Infrared (FTIR) spectroscopy analysis, before being further characterized [18].
Recent studies utilized ZSM-5 zeolite and NiCl2 as catalysts in catalytic fast pyrolysis experiments. Rapid thermal and catalytic pyrolysis were conducted using a horizontal tube reactor under an N2 environment. The analysis of wax products created with ZSM-5 revealed a low oxygen concentration, indicating that ZSM-5 effectively deoxygenated PET during pyrolysis. The acid site of zeolite catalyst facilitated the generation of free benzene radicals and CO2, which were subsequently converted into terephthalic acid, benzoic acid vinyl ester, and other products by donating a proton to C=O bond [19]. Similar research by Du et al. also used ZSM-5 and CaO catalysts to pyrolyze PET into terephthalic acid, benzoic acid vinyl ester, and other compounds [20].
In some studies, CSBR (circulating fluidized bed reactor) was proposed as a viable approach for PET pyrolysis. However, issues with agglomeration leading to defluidization have been reported. The pyrolysis byproducts of PET mainly consist of gases, particulates, and heavy oxygenated chemicals [21]. Commercially available HDPE pellets were thermally pyrolyzed at 350°C to produce 81% liquid oil; however, owing to the reduced pyrolysis temperature, a tiny gaseous fraction was also produced. It was also found that polymers used as a raw material significantly influenced the proportions of gas and liquid fractions [22].
2.2.2. Pyrolysis Products of Polystyrene. Pyrolysis is recognized for its versatility as the involved parameters can be easily adjusted to optimize product yield. Unlike recycling processes, pyrolysis is considered an environmentally benign method that does not contribute to water pollution [23]. The pyrolysis of polystyrene results in gas, liquid, and solid products, with corresponding mass-ratio yields of 10.75%, 76.24%, and 13.01%, respectively. The liquid product is of particular interest for further analysis and constituent identification [3].
Numerous solid catalysts, both acidic and basic, have been studied for polystyrene pyrolysis, including iron oxide (FeO), zinc oxide (ZnO), calcium oxide (CaO), potassium oxide (KO), copper oxide (CuO), titanium dioxide (TiO2), zeolite (HZSM5), silica-alumina (SiO2/Al2O3), cobalt oxide (Co3O4), and activated carbon (AC). Among these catalysts, BaO has been reported as the most effective in degrading polystyrene [24]. In the case of model polystyrene, thermal and catalytic pyrolysis utilizing an acid fluid catalytic cracking (FCC) catalyst and a base-type BaO results in oil production ranging from 84% to 90% of the generated gas, with the exception of samples from plastic containers. Commercial polystyrene items tend to generate a higher amount of coke and residue [25]. At a temperature of 250°C, only small quantities of gaseous products were formed, while there were no liquid products. However, at 350°C, the production of net liquid products began, particularly with zinc (Zn) metal and zinc oxide (ZnO) catalysts, although the yield was zero weight percent (wt%) with ZnCl2 catalysts. At this temperature, gaseous products surpassed ZnO and Zn metal catalysts [26].
The carrier gas flow rate significantly influences product distribution at 400°C.When utilizing MgO catalyst, a negligible amount of coke less than 0.5 wt% was seen on the catalyst surface. Some volatile products that could not escape the reaction zone continued to undergo degradation in the absence of a carrier gas, resulting in minor compounds and residues [27]. Catalysts such as zeolites, transition metal oxides, and noble nonmetals can lower the pyrolysis temperature. Reaction time also has a substantial impact on the effectiveness of waste polystyrene breakdown. The degradation of waste polystyrene was conducted at 400°C, with reaction times ranging from 10 to 90 minutes. Shorter reaction times corresponded to reduced energy costs for breakdown [2]. Due to the fact that, in contrast to 500°C, the reaction temperature at 400°C had no effect on oil or SM (styrene monomer) yields, 400°C was chosen as the reaction temperature [27]. The components produced from waste polystyrene were identified as toluene, naphthalene, methyl styrene, ethyl benzene, styrene, and diphenylamine. Diphenylamine was found to enhance the quantity of styrene, while naphthalene had the highest yield and diphenylamine had the lowest. The use of different catalysts led to varying yields of produced chemical [28].
The addition of activated carbon to polystyrene waste significantly affected the oil output. A 10:1 ratio resulted in an oil yield of 93.04 wt% and a total feedstock conversion of 98.78 wt% [29]. Two-stage pyrolysis of polystyrene primarily resulted in oil production, ranging from 86 to 99 wt% yield. The gasoline output remained relatively modest until the temperature of the fluidized bed reactor reached 782°C, after which oil production decreased with a rise in the temperature of the auger reactor. The difference in oil output between runs was minimal, with a variation of only 0.47 wt% [30].
2.2.3. Pyrolysis Products of Polypropylene. During pyrolysis, hydrogen, methane, and carbon monoxide were generated as end-products. High-temperature conditions primarily resulted in liquid end-products. These included acetone, methanol, acetaldehyde, acetic acid, solvent oil, tar, and various organic substances [31]. Conversely, at lower temperatures, solid end-products such as coke, char, and carbon black were produced [32]. The proportion of liquid end-products increased from 31 wt% to 37 wt% as the temperature rose from 500°C to 600°C, while gas pyrolysis increased from 61 wt% to 66 wt.% at 600°C [33]. Aromatic compounds played a crucial role in pyrolysis, with compounds such as benzene, toluene, and xylene being observed during the process. Approximately 12 wt% of residues remained after pyrolysis, excluding polypropylene (PP), polyethylene (PE), and polystyrene (PS) [34].
Experiments conducted at 500°C yield liquid oil (40 wt%), gases (52 wt%), and solid products (9 wt%), approximately [35]. When utilizing a ZSM-5 catalyst, M-type pyrolysis resulted in 16.6 wt% of gaseous end products, while L-type pyrolysis yielded 12.2 wt% of such products. It is evident that M-type pyrolysis produced a higher proportion of gases compared to L-type, while the number of liquid end products was relatively lower [36]. When the temperature was raised from 550°C to 600°C, the production of gases increased from 59 wt% to 67 wt% and the production of liquids rose from 29 wt% to 32 wt%. However, at a decrease of12 wt% to 1 wt%, the amount of waxy substances dropped. Benzene, toluene, and xylene are the main chemicals produced, when polypropylene (PP) is pyrolyzed at temperatures between 550°C and 600°C. A mixture of PP and PE from waste plastics resulted in 32 wt% of aliphatic compounds and 30 wt% of monoaromatics [33]. The yield of products increased as the temperature in the reactor rose. The highest recorded yield was 10.91% at 350°C, while the lowest was 9% at 250°C. A higher percentage yield in the pyrolysis of hydrocarbons required a substantial amount of energy in the form of high temperatures, since the hydrocarbon chains are more easily broken down at higher temperatures [37]. Char fractions tend to be lower compared to oil and gas fractions as they yield larger products. At 400°C, the maximum liquid fuel yield reached 88.86%, while at 250°C the maximum char yield was only 5.2%. Hence, as the temperature increased, the yield of gaseous products decreased [38].
A ratio of 30:70 (wt%) of used vegetable oil to polypropylene was investigated in the cracking process of polypropylene plastic waste with activated carbon. The procedure produced a maximum amount of 79.69% liquid fuel at 430°C [39]. Thermal pyrolysis can produce up to 80.56 wt% of liquid products at a temperature of 700°C. When the temperature increased from 500°C to 800°C, the formation of solid residue decreased from 19.7 wt% to 7.5 wt%. Additionally, in a variety of reactor configurations, catalytic pyrolysis at 800°C produced waxy liquid products [36]. As the temperature rose from 500°C to 650°C, the conversion of polypropylene plastic waste increased from 9 wt% to 99.87 wt%. Higher temperatures generally lead to increased product yields due to enhanced reaction rates [40]. During thermal cracking, polypropylene polymers undergo a melting temperature followed by decomposition, resulting in the formation of hydrocarbon compounds such as paraffin, olefins, naphtha, and aromatics [41]. The hydrocarbon products derived from plastic pyrolysis serve as a source of naphtha products, transforming their fuel characteristics into standard fuel products [40].
Significant amounts of gas were produced during pyrolysis, with a peak yield of 19.6 wt% observed at 300°C, which was higher as compared to pyrolysis at 350°C to 400°C, where the gas yield remained relatively constant [42]. Adjusting the heating rate and reducing the reaction time could prevent the cracking of low-chain hydrocarbons, resulting in a higher yield of higher-chain hydrocarbons, oils, and waxes [43]. In a one-pot technique at 1000°C, high-quality grapheme with 4-6 layers was successfully produced using DM/PP as the carbon feedstock [44]. Thus, pyrolysis was found to be a useful process for turning waste polypropylene into high-quality char that may be applied in a variety of ways. Solid carbonaceous char and coke were produced more effectively through slow pyrolysis, which was characterized by lower process temperatures, slower heating rates, and longer reaction periods [45].
Efforts for advancements and opportunities for sustainability in the polymer industry involve increased recycling rates, the use of recycled materials, improvements through additives and bio-based polymers, advancements in recycling technologies, and the exploration of biodegradable alternatives. Several polymers have been evaluated for their dynamic effects and emerging trends for advancements in sustainability, as described in Table 1.
Table 1. Dynamic Effects and Emerging Trends of Polymers
|
Polymers |
Dynamic Effects |
Emerging Trends |
References |
|
Polyethylene terephthalate |
Improved chemical properties with Nano fillers and plasticizers. Reduced energy consumption through chemical recycling. Lower greenhouse gas emissions intensity. Higher recycling rates |
Increased use of recycled PET in food-grade applications. Inclusion of recycled PET fibers in concrete for greater durability. Exploration of enzymatic recycling methods. Development of advanced chemical recycling technologies. |
[46] |
|
High-density polyethylene |
Enhanced biodegradability when blended with bio-based polymers. Reduced greenhouse gas emission through closed loop recycling. Lower material costs. |
Adoption of closed loop recycling systems to maximize reuse and reduce waste. Integration with mechanical recycling to increase yields. Use of recycled HDPE in packaging for food contact applications. Development of HDPE composites for automotive Parts. Advancement of waste collection |
[47] [48] |
|
Polyvinyl chloride |
Lower costs for 3D printing applications due to use of recycled material. Reduced environmental impact through removal of toxins. Increased longevity through recycling. |
Methods to improve toxins during recycling to minimize impact. Development of digital material passports. Improved collection and sorting systems. Increased use of PVC recycling for industrial packaging. Applications of recycled PVC in various construction applications such as pipes and protective roofing materials. Exploration of biodegradable alternatives to PVC. |
[49] [50] |
|
Polypropylene |
Improved mechanical properties with additives and fibers. Reduced need for virgin material production. Lower weight through use of recycled content. |
Advanced recycling technologies for complex PP blends. Increased recycling rates. Development of high density PP resins for moldability and durability. Chemical refining techniques to improve the recyclability of PP. Development of bio based PP derived from plant based-sources. |
[51] [52] |
|
Polystyrene |
Sustainable production of biodegradable polystyrene from recycled materials. Potential reuse in asphalt pavements.Reduced waste generation. |
Road infrastructure applications from recycled polystyrene waste. Advanced recycling technologies for expanded PS. Production of compostable polystyrene packaging for reduced environmental impact. Development of advanced recycling technologies for high quality recycled polystyrene. Innovations in expanded polystyrene recycling patterns to reduce landfill usage. |
[53] [54] |
Table 2. Types of Plastic Recycled, Their Uses with Density and Recovery Rate
|
Sr.# |
Full Name |
Abbreviation |
Uses |
Density |
Heat Capacity |
Recovery Rate |
Currently Recyclable |
References |
|
1 |
Polyethylene Terephtalate |
PETE |
Typically utilized for cosmetics, medications, fizzy drinks, textile, and alcoholic beverages |
1.38 (g/cm3) |
1.0 kJ/(kg·K) |
High |
Yes |
[57] |
|
2 |
High Density Polyethylene |
HDPE |
Made to container industrial cleaning goods, syrups, detergents, bleach, and edible and industrial oils. |
940 (kg/m3) |
1.9 kJ/kg. °C |
High |
Yes |
[41] |
|
3 |
Low Density Polyethylene |
LDPE |
Used in Trays, very soft parts, playground slides & battery Cases |
917–930 kg/m3 |
withstand temperatures of 149 °F |
High |
Yes |
[40] |
|
4 |
Polyvinyl Chloride |
PVC |
Applied to pipes, electrical cables, healthcare & wire rope |
1.3–1.45 (g/cm3) |
OT around 140 °F |
Moderate |
No |
[42] |
|
5 |
Polypropylene |
PP |
Manufacturing bumpers, interior element & cladding |
0.855 g/cm3, amorphous |
MP of 130- 171 °C (266- 340 °F; 403 to 444 K) |
Low |
At times |
[58] |
|
6 |
Polystyrene |
PS |
Producing disposable plastic cutlery and dinnerware & assemble kits |
0.96–1.05 (g/cm3) |
1.3 kJ/(kg·K) |
Low |
At times |
[6] |
2.3. Gasification of Polymers
Gasification is a thermochemical process where plastic wastes react with gasifying agents such as steam and oxygen at temperatures ranging from 500°C to 1300°C, resulting in the production of synthesis gas or syngas. The utilization of syngas includes various applications such as electricity generation, fuel production, and fuel cells, making the gasification of plastic waste a topic of interest [55].
The composition analysis of plastic waste has a significant impact on the purity and composition of the syngas generated during the gasification process [56]. Different types of plastics, including polypropylene, polystyrene, polyethylene, polymethyl methacrylate, polyethylene terephthalate, and polyvinyl chloride can be obtained from the gasification of mixed plastic waste (Table 2).
The gas yields and heat production were influenced by the presence of polyethylene terephthalate (PET) and the gasification of polyethylene (PE), which had an impact on gas composition. The presence of PET increased carbon monoxide (CO) removal due to partial oxidation. While, the higher amount of PET in the mixture increased the fuel gas temperature, facilitating oxidation reactions [59]. The presence of chlorine in the feedstock presents a significant challenge during gasification. This is because it produces hydrogen chloride (HCl) that can negatively affect the performance and requires cleaning. HCl is known for its caustic and toxic properties and contributes to acid rain, while the gasification process may also result in the formation of halogenated hydrocarbons [60]. Polypropylene, a polyolefin plastic, serves as a hydrogen source during gasification and does not require a catalyst. Its addition in the feedstock might enhance gas yield and also increases the hydrogen content in the syngas due to the higher H/C ratio.Polystyrene (PS) has a lower gas yield compared to polypropylene (PP) and high-density polyethylene (HDPE) due to the higher energy requirement for cracking PS [61]. Hydrogen production varied with the equivalent ratio, with conventional biomass exhibiting higher hydrogen production at low equivalent ratios, while PP and PE showed higher hydrogen production at high equivalent ratios [62]. Thus, gasification temperature played a significant role in enhancing the gasification process for both traditional biomass and plastic waste, aligning with previous findings.
The production of carbon monoxide (CO) decreases as the equivalence ratio of plastic waste and conventional biomass increases, particularly for PP and PE wastes compared to other feedstocks [63]. On the other hand, an increase in equivalence ratio and a rise in gasification temperature lead to an increase in carbon dioxide (CO2) output across all feedstocks. Plastic waste exhibits significant methane (CH4) production at lower equivalence ratios, although this decreases as the equivalence ratio increases. The trend holds true for both conventional biomass and plastic waste as gasification temperature increases [64].
Various factors, such as bed height, residence time, and fluidization velocity affect product distribution in plastic waste gasification and these parameters were found to be interrelated. To enhance gas-solid contact and minimize bubble formation, it was recommended to maintain an optimal bed height of around 300mm [65]. Controlling the fluidization velocity was crucial as higher velocities might result in a faster char flow, reduced char conversion, and shortened residence times, potentially leading to increased tar production [66]. Plastic waste, characterized by its high volatile content, tends to produce more tar compared to other organic wastes during the gasification process. Efficient tar removal was considered as a critical step in gasification to address challenges, such as condensation, polymerization, and formation of tar aerosols [67]. Tar removal involved both internal treatment within the gasifier and external hot gas cleaning. Further, a combination of these methods could be necessary for effective tar cleaning and clean syngas synthesis. Plasma gasification experiences tar formation, which can absorb energy and cause heat loss. While gasification of plastic waste was observed as an energy-intensive thermal process, plasma gasification showed promise for converting plastic waste into valuable products using a plasma torch, provided that the energy requirements could be met with renewable resources [68]. Notably, gasification systems have the potential to significantly reduce greenhouse gas emissions, as evidenced by substantial emission reductions compared to traditional disposal methods in Europe [69].
3. DISCUSSION
The current study evaluated the two common chemical processes for recycling plastic waste namely pyrolysis and gasification using different catalysts. These methods enable the efficient conversion of single or mixed plastic trash into fuel products, refinery feedstock, chemical upcycling products, and monomer products. A study claimed that both catalytic and thermal pyrolysis was carried out in polyethylene [3]. Dhahak et al. described catalytic rapid pyrolysis employing nickel chloride and ZSM-5 zeolite as catalysts. In N2 environment, catalytic and thermal rapid pyrolysis was performed using a horizontal tubular reactor. The wax products created by ZSM-5 later turned into other products such as terephthalic acid and benzoic acid vinyl ester [18]. Similarly, studies indicated the use of ZSM-5 and calcium oxide catalysts in pyrolysis of polyethylene to produce benzoic acid, vinyl ester, terephthalic acid, and other compounds [20]. Heavy oxygenated chemicals, gases, and solids are the primary pyrolysis byproducts of PET [21]. Recent studies found that thermal pyrolysis at 350°C of commercially available HDPE pellets produced liquid oil with an 81% yield [22].
The primary stages of the pyrolysis products of polystyrene are gas, liquid, and solid. The mass-ratio yields of the products are 10.75%, 76.24%, and 13.01% for gases, liquids, and solids, respectively [2]. Using BaO and acid FCC as catalysts for thermal and catalytic pyrolysis of model polystyrene, the amount of the generated liquid was substantially more than the amount of gas. Further, commercial products leave more residue (84–90%) and coke [25]. The reaction of liquid products began at 350°C for zinc metal and zincoxide catalysts, however, it was 0% for ZnCl2 catalysts. At this temperature, the yield of gaseous products outperformed that of Zn metal and ZnO catalysts [26]. The oil output was significantly impacted by the addition of activated carbon to PS. With a total feedstock conversion of 98.78 wt% for a 10:1 ratio, the oil production was 93.04 wt% [29]. In general, gaseous end products including H2, CH4, and CO were produced during the pyrolysis of polypropylene. Liquid outputs is gathered most effectively at high temperatures. End products of organic matter that resemble liquids include tar, solvent oil, acetaldehyde, methanol, acetone, and acetic acid [31]. In addition, low-temperature pyrolysis was the primary method used for producing solid end products. Char, carbon black, and coke would, therefore, be assembled [32]. Due to pyrolysis, around 12 wt% residues were wasted. These findings are comparable to other researches who studied the pyrolysis of polyethylene at 500°C and found that liquid oil (40 wt%), gas (52 wt%), and solid residue (9 wt%) were produced [35]. At 400°C temperature, liquid fuel could reach a maximum of 88.86% and at a temperature of 250°C, the maximum yield of char (5.2%) was attained. The gas output decreased as the temperature increased [38]. The greatest liquid yield (80.56 wt%) was obtained during thermal pyrolysis at 700°C.
As the temperature raised from 500°C to 800°C, the solid residue dropped from 19.7 wt% to 7.5 wt% [36]. The final analysis of the process had a considerable impact on the quality and content of the syngas produced by the gasification of plastic wastes [56]. Polypropylene is a polyolefin plastic that remains a reliable source of hydrogen even without a catalyst. The H/C ratio of the plastic mixture was improved by adding additional polypropylene, which facilitated hydrogen evolution. Polystyrene exhibited a poor gas yield of 11.6 wt% compared to polypropylene and high-density polyethylene, which had a gas yield of 59.6 and 53.5 wt%, respectively. This was most likely due to the fact that PS pyrolysis gaseous products required more energy to break than PP and HDPE gaseous products [61].
Biodegradable polymers offer opportunities to minimize waste and promote a more environment friendly approach. The recycling methods offer potential solutions and demonstrate progress towards a more sustainable polymer industry. Enhancing the efficiency and effectiveness of plastic recycling processes depends heavily on the creation and advancement of catalysts and other technologies. The existing recycling procedures, however, are unable to lessen the harmful impacts of plastic pollution due to the rise in the volume of plastic waste produced daily. Therefore, to solve these issues, it is vital to discover sustainable uses for plastic waste. Despite progress, a reduction in overall plastic usage is still required to fully address the environmental impact of plastic.
3.1. Conclusion
Plastic, owing to its usage in every industry, has a negative impact on the environment. Polymers are chiefly made up of long chains with repeating units in the assembly and are chemically static. The renovation of low-energy concentration materials into high-energy concreteness products is the primary advantage of pyrolysis progression. The updraft and catalytic pyrolysis of archetypal polystyrene using a biting FCC catalyst and a base-type BaO delivers knowingly more oil than gas, with harvests ranging from 84-90%, whereas commercial items yield more scum and coke. At 250°C, the liquid product yield was 0%, producing only a little amount of gaseous product. Depending on the feedstock, less than 0.5wt% of coke was reported to be present on the reagent surface when using MgO catalyst. At 400°C, the flow rate of the carrier gas, or dwelling interval, had a significant influence on product dispersion.
3.2. Implications
Gasification of plastic is challenging due to the material's prevalence of chlorine. During plasma gasification, tar production fascinates energy, resulting in heat loss in the plasma gasifier. Gasification systems may prominently cut greenhouse gas emissions. Studies have showed that switching to gasification systems from conventional disposal techniques significantly lowers greenhouse gas emissions. Thus, recycling plastic reduces the demand for obtaining raw materials from the environment by recycling already processed components and safeguarding natural resources.
CONFLICT OF INTEREST
The authors of the manuscript have no financial or non-financial conflict of interest in the subject matter or materials discussed in this manuscript.
DATA AVALIABILITY STATEMENT
Data availability is not applicable as no new data was created.
REFERENCES
- Rahimi A, Garcia JM. Chemical recycling of waste plastics for new materials production. Nat Rev Chem. 2017;1(6):e0046. http://dx.doi.org/10.1038/s41570
- Lu C, Xiao H, Chen X. Simple pyrolysis of polystyrene into valuable chemicals. e-Polymers. 2021;21(1):428–432. https://doi.org/10.1515/epoly-2021-0037
- Thiounn T, Smith RC. Advances and approaches for chemical recycling of plastic waste. J Polym Sci. 2020;58(10):1347–1364. https://doi.org/10.1002/pol.20190261
- Drzyzga O, Prieto A. Plastic waste management, a matter for the "community". Microb Biotechnol. 2019;12(1):66–68. https://doi.org/10.1111%2F1751-7915.13328
- Geyer R, Jambeck JR, Law KL. Production, use, and fate of all plastics ever made. Sci Adv. 2017;3:e1700782. https://doi.org/10.1126/sciadv.1700782
- Plastic Europe. Plastics–the facts 2020. Plastic Europe Website. https://plasticseurope.org/knowledge-hub/plastics-the-facts-2020/ . Accessed April 19, 2023.
- Kamyotra JS, Sinha D. CPCB bulletin. Central Pollution Control Board Website. https://cpcb.nic.in/ openpdffile.php?id=TGF0ZXN0RmlsZS9MYXRlc3RfMTIzX1NVTU1BUllfQk9PS19GUy5wZGY. December 2016. Accessed April 20, 2023.
- Kumar S, Duraivel S, Kumar R. Plastic waste management: A review on current scenario and future prospects. J Environ Sci Eng. 2018;62(1):1–18.
- Huang Z, Shanmugam M, Liu Z, et al. Chemical recycling of polystyrene to valuable chemicals via selective acid-catalyzed aerobic oxidation under visible light. J Am Chem Soc. 2022;144(14):6532–6542. https://doi.org/10.1021/jacs.2c01410
- Lee J, Kwon EE, Lam SS, Chen WH, Rinklebe J, Park YK. Chemical recycling of plastic waste via thermocatalytic routes. J Clean Prod. 2021;321:e128989. https://doi.org/10.1016/j.jclepro.2021.128989
- Alshehrei F. Biodegradation of synthetic and natural plastic by microorganisms. J Appl Environ Microbiol. 2017;5(1):8–19. http:// pubs.sciepub.com/jaem/5/1/2
- Wierckx N, Narancic T, Eberlein C, et al. Plastic biodegradation: Challenges and opportunities. In: Steffan R, ed. Handbook of Hydrocarbon and Lipid Microbiology Series. Consequences of Microbial Interaction with Hydrocarbons, Oils and Lipids: Biodegradation and Bioremediation. Springer; 2018; 1–29. https://doi.org/10.1007/978-3-319-44535-9_23-1
- Zeller M, Netsch N, Richter F, Leibold H, Stapf D. Chemical recycling of mixed plastic wastes by pyrolysis–pilot scale investigations. Chemie Ingenieur Technik. 2021;93(11):1763–1770. https://doi.org/10.1002/cite. 202100102
- Lechleitner A, Schwabl D, Schubert T, Bauer M, Lehner M. Chemisches Recycling von gemischten Kunststoffabfällen als ergänzender Recyclingpfad zur Erhöhung der Recyclingquote. Österr Wasser- und Abfallw. 2020;72(1–2):47–60. https:// doi.org/10.1007/s00506-019-00628-w
- Riedewald F, Patel Y, Wilson E, Santos S, Sousa-Gallagher M. Economic assessment of a 40,000 t/y mixed plastic waste pyrolysis plant using direct heat treatment with molten metal: A case study of a plant located in Belgium. Waste Manag. 2021;120:698–707. https://doi.org/ 10.1016/j.wasman.2020.10.039
- Karayannidis GP, Achilias DS. Chemical recycling of poly (ethylene terephthalate). Macromol Mater Eng. 2007;292(2):128–146. https://doi.org/ 10.1002/mame.200600341
- Chanda M. Chemical aspects of polymer recycling. Adv Ind Eng Polym Res. 2021;4(3):133–150. https://doi.org/10.1016/j.aiepr.2021.06.002
- Dhahak A, Hild G, Rouaud M, Mauviel G, Burkle-Vitzthum V. Slow pyrolysis of polyethylene terephthalate: Online monitoring of gas production and quantitative analysis of waxy products. J Anal Appl Pyrolysis. 2019;142:e104664. https:// doi.org/10.1016/j.jaap.2019.104664
- Gebre SH, Sendeku MG, Bahri M. Recent Trends in the Pyrolysis of Non‐Degradable Waste Plastics. ChemistryOpen. 2021;10(12):1202–1226. https://doi.org/10.1002/open. 202100184
- Du S, Valla JA, Parnas RS, Bollas GM. Conversion of polyethylene terephthalate based waste carpet to benzene-rich oils through thermal, catalytic, and catalytic steam pyrolysis. ACS Sustain Chem Eng. 2016;4(5):2852–2860. https://doi.org/ 10.1021/acssuschemeng.6b00450
- Zaman CZ, Pal K, Yehye WA, et al. Pyrolysis: A Sustainable Energy Generation from Waste. In: Samer M, ed. Intechopen; 2021:123–156.
- Ahmad I, Khan MI, Khan H, et al. Pyrolysis study of polypropylene and polyethylene into premium oil products. Int J Green Energy. 2015;12(7):663–671. https://doi.org/ 10.1080/15435075.2014.880146
- Rahman MH, Bhoi PR, Menezes PL. Pyrolysis of waste plastics into fuels and chemicals: A review. Renew Sustain Energy Rev. 2023;188:e113799. https://doi.org/ 10.1016/j.rser.2023.113799
- Miandad R, Barakat MA, Aburiazaiza AS, Rehan M, Nizami AS. Chemical recycling of waste plastics for new materials production. Natr Rev Chem. 2017;1(6):e0046. https://doi.org/10.1038/s41570-017-0046
- Qureshi MS, Oasmaa A, Pihkola H, et al. Pyrolysis of plastic waste: opportunities and challenges. Anal Appl Pyrolysis. 2020;148:e104804. https://doi.org/10.1016/j.jaap.2020.104804
- Muszyński M, Nowicki J, Zygadło M, Dudek G. Comparsion of catalyst effectiveness in different chemical depolymerization methods of poly (ethylene terephthalate). Molecules. 2023;28(17):e6385. https://doi.org/10.3390/molecules28176385
- Inayat A, Klemencova K, Grycova B, Sokolova B, Lestinsky P. Thermo-catalytic pyrolysis of polystyrene in batch and semi-batch reactors: a comparative study. Waste Manag Res. 2021;39(2):260–269. https://doi.org/10.1177/0734242X20936746
- Nisar J, Ali G, Shah MR, et al. Pyrolysis of polystyrene waste for recovery of combustible hydrocarbons using copper oxide as catalyst. Waste Manag Res. 2020;38(11):1269–1277. https://doi.org/10.1177/0734242X20904403
- Prathiba R, Shruthi M, Miranda LR. Pyrolysis of polystyrene waste in the presence of activated carbon in conventional and microwave heating using modified thermocouple. Waste Manag. 2018;76:528–536. https://doi.org/10.1016/j.wasman.2018.03.029
- Park KB, Jeong YS, Guzelciftci B, Kim JS. Two-stage pyrolysis of polystyrene: pyrolysis oil as a source of fuels or benzene, toluene, ethylbenzene, and xylenes. Appl Energy. 2020;259:e114240. https://doi.org/10.1016/j.apenergy.2019.114240
- Verma A, Budiyal L, Sanjay MR, Siengchin S. Processing and characterization analysis of pyrolyzed oil rubber (from waste tires)-epoxy polymer blend composite for lightweight structures and coatings applications. Polym Eng Sci. 2019;59:2041–2051. https://doi.org/ 10.1002/pen.25204
- Harussani MM, Sapuan SM, Rashid U, Khalina A, Ilyas RA. Pyrolysis of polypropylene plastic waste into carbonaceous char: priority of plastic waste management amidst COVID-19 pandemic. Sci Total Environ. 2022;803:e149911. https://doi.org/ 10.1016/j.scitotenv.2021.149911
- Klaimy S, Lamonier JF, Casetta M, Heymans S, Duquesne S. Recycling of plastic waste using flash pyrolysis–Effect of mixture composition. Polym Degrad Stab. 2021;187:e109540. https://doi.org/10.1016/j.polymdegradstab.2021.109540
- Miandad R, Barakat MA, Aburiazaiza AS, Rehan M, Ismail IMI, Nizami AS. Effect of plastic waste types on pyrolysis liquid oil. Int Biodeterior Biodegrad. 2017;119:239–252. https:// doi.org/10.1016/j.ibiod.2016.09.017
- Sharuddin SDA, Abnisa F, Daud WMAW, Aroua MK. A review on pyrolysis of plastic wastes. Energy Convers Manag. 2016;115:308–326. https://doi.org/10.1016/j.enconman.2016.02.037
- Gaurh P, Pramanik H. In-situ production of valuable aromatics via pyrolysis of waste polypropylene using commercial catalyst ZSM-5. Indian J Chem Technol (IJCT). 2020;27(2):144–152. http://op.niscpr.res.in/index.php/IJCT/article/view/23613
- Bow Y, Pujiastuti LS. Pyrolysis of polypropylene plastic waste into liquid fuel. Paper presented at: IOP Conference Series: Earth and Environmental Science. 6th International Conference on Sustainable Agriculture Food and Energy; October 18–21, 2018; Manila, The Phillipines. https://doi.org/10.1088/1755-1315/347/1/012128
- Martynis M, Winanda E, Harahap AN. Thermal pyrolysis of polypropylene plastic waste into liquid fuel: reactor performance evaluation. Paper presented at: IOP Conference Series:Material Science and Engineering; The 1stInternational Symposium of Indonesian Chemical Engineering (ISIChem); October 4–6, 2018; West Sumatera, Indonesia. https://doi.org/10.1088/1757-899X/543/1/012047
- Rahman S, Macquarrie S, Helleur R, Hawboldt K. Pyrolysis of waste plastic fish bags to useable fuel oil. The Harris Center Memorial University. https://www.mun.ca/harriscentre/media/production/memorial/administrative/the-harris-centre/media-library/reports/HAWBOLDT_Waste_16-17.pdf. Accessed May, 2018.
- Thahir R, Altway A, Juliastuti SR. Production of liquid fuel from plastic waste using integrated pyrolysis method with refinery distillation bubble cap plate column. Energy Rep. 2019;5:70–77. https://doi.org/10.1016 /j.egyr.2018.11.004
- Anuar S, Shafferina D, Abnisa F, Daud WMAW, Aroua MK. A review on pyrolysis of plastic wastes. Energy Convers Manag. 2016;115:308–326. https://doi.org/10.1016/j.enconman.2016.02.037
- Uebe J, Kryzevicius Z, Majauskiene R, et al. Use of polypropylene pyrolysis oil in alternative fuel production. Waste Manag Res. 40(8):1220–1230. https://doi.org/10.1177/0734242X211068243
- Singh RK, Ruj B, Sadhukhan AK, Gupta P. Impact of fast and slow pyrolysis on the degradation of mixed plastic waste: product yield analysis and their characterization. J Energy Inst. 2019;92(6):1647–1657. https:// doi.org/10.1016/j.joei.2019.01.009
- Chen Y, Wang B. Multigraphene prepared by one–pot pyrolysis of diatomite/polypropylene composites. Appl Sci. 2022;12(5):e2687. https://doi.org/10.3390/app12052687
- Wang L, Yang Y, Ou Y, et al. Synergistic recycling of biochar from sawdust pyrolysis and waste coke breeze to produce metallurgical quality biocoke with syngas as a by-product. Fuel. 2023;354:e129365. https:// doi.org/10.1016/j.fuel.2023.129365
- Yan T, Balzer AH, Herbert KM, Epps TH, Korley LT. Circularity in polymers: addressing performance and sustainability challenges using dynamic covalent chemistries. Chem Sci. 2023;14:5243–5265.https://doi.org/10.1039/D3SC00551H
- Albor G. Plastic Wastes to Value-Added Products: Life Cycle Assessment and Techno-Economic Analysis [master"s thesis]. University of Idaho; 2023.
- Liu Y, Lu XB. Emerging trends in closed‐loop recycling polymers: Monomer design and catalytic bulk depolymerization. Chem Eur J. 2023;29(23):e202203635. https:// doi.org/10.1002/chem.202203635
- Tiwari R, Azad N, Dutta D, Yadav BR, Kumar S. A critical review and future perspective of plastic waste recycling. Sci Total Environ. 2023;881:e163433. https://doi.org/10.1016/j.scitotenv.2023.163433
- Chowdhury S, Tiwari M, Mishra P, et al. Recent trends of plastic waste management for sustainable environment in Indian context. Mater Today Proc. 2023;(In Press).
- Dorigato A. Recycling of polymer blends. Adv Ind Eng Polym Res. 2021;4(2):53–69. https://doi.org/10.1016/j.aiepr.2021.02.005
- Kalali EN, Lotfian S, Shabestari ME, et al. A critical review of the current progress of plastic waste recycling technology in structural materials. Curr Opin Green Sustain Chem. 2023;40:e100763. https://doi.org/10. 1016/j.cogsc.2023.100763
- Skolia E, Mountanea OG, Kokotos CG. Photochemical upcycling of polystyrene plastics. Trends Chem. 2023;5(2):116–120. https://doi.org/10.1016/j.trechm.2022.10.003
- Ugwu SC, Obele CM. A mini-review on expanded polystyrene waste recycling and its applications. World J Adv Eng Technol Sci. 2023;8(1):315–329. https://doi.org/10.30574/wjaets.2023.8.1.0057
- Saebea D, Ruengrit P, Arpornwichanop A, Patcharavorachot Y. Gasification of plastic waste for synthesis gas production. Energy Rep. 2020;6:202–207. https://doi.org/ 10.1016/j.egyr.2019.08.043
- Salaudeen SA, Arku P, Dutta A. Gasification of plastic solid waste and competitive technologies. In: Al-Salem SM, ed. Plastics to Energy: Fuel, Chemicals, and Sustainability Implications. William Andrew Applied Science Publisher; 2019:269–293. https://doi.org/10.1016/B978-0-12-813140-4.00010-8
- Chen H, Wan K, Zhang Y, Wang Y. Waste to wealth: chemical recycling and chemical upcycling of waste plastics for a great future. ChemSusChem. 2021;14(19):4123–4136. https://doi.org/10.1002/cssc.202100652
- Kosloski-Oh SC, Wood ZA, Manjarrez Y, de Los Rios JP, Fieser ME. Catalytic methods for chemical recycling or upcycling of commercial polymers. Mater Horiz. 2021;8(4):1084–129. https://doi.org/10.1039/CS9962500303
- Li S, Vela IC, Järvinen M, Seemann M. Polyethylene terephthalate (PET) recycling via steam gasification–The effect of operating conditions on gas and tar composition. Waste Manag. 2021;130:117–126. https://doi.org/ 10.1016/j.wasman.2021.05.023
- Beig B, Riaz M, Naqvi SR, et al. Current challenges and innovative developments in pretreatment of lignocellulosic residues for biofuel production: a review. Fuel. 2021;287:e119670. https://doi.org/10.1016/j.fuel.2020.119670
- Gao Y, Wang M, Raheem A, et al. Syngas production from biomass gasification: influences of feedstock properties, reactor type, and reaction parameters. ACS Omega. 2023;8(35):31620–31631. https://doi.org/10.1021/acsomega.3c03050
- Mojaver M, Hasanzadeh R, Azdast T, Park CB. Comparative study on air gasification of plastic waste and conventional biomass based on coupling of AHP/TOPSIS multi-criteria decision analysis. Chemosphere. 2022;286:e131867. https://doi.org/10.1016/j.chemosphere.2021.131867
- Khalilarya S, Chitsaz A, Mojaver P. Optimization of a combined heat and power system based gasification of municipal solid waste of Urmia University student dormitories via ANOVA and taguchi approaches. Int J Hydrogen Energy. 2021;46(2):1815–1827. https://doi.org/10.1016 /j.ijhydene.2020.10.020
- Royer SJ, Ferrón S, Wilson ST, Karl DM. Production of methane and ethylene from plastic in the environment. PloS One. 2018;13(8):e0200574. https://doi.org/ 10.1371/journal.pone.0200574
- Shah HH, Amin M, Iqbal A, et al. A review on gasification and pyrolysis of waste plastics. Front Chem. 2023;10:e960894. https://doi.org/10.3389/fchem.2022.960894
- Liu C, Huang Y, Niu M, et al. Influences of equivalence ratio, oxygen concentration and fluidization velocity on the characteristics of oxygen-enriched gasification products from biomass in a pilot-scale fluidized bed. Int J Hydrogen Energy. 2018;43(31):14214–14225. https://doi.org/10.1016/j.ijhydene.2018.05.154
- Cortazar M, Santamaria L, Lopez G, et al. A comprehensive review of primary strategies for tar removal in biomass gasification. Energy Convers Manag. 2023;276:e116496. https://doi.org/10.1016/j.enconman.2022.116496
- Waste Management World Magazine. Air products to ditch plasma gasification waste to energy plants in teesside. https://waste-managementworld.com/a/air-products-to-ditch-plasma-gasification-wasteto-energy-plants-in-teesside. Upadated April 5, 2016. Accessed January 28, 2021.
- Shah HH, Amin M, Pepe F. Maximizing resource efficiency: opportunities for energy recovery from municipal solid waste in Europe. J Mater Cycles Waste Manag. 2023;25:2766–2782. https://doi.org/10.1007/s10163-023-01733-5