Synthesis and Applications of Nanocomposites in Food Packaging Industry: A Review
Manzar Zahra1*, Tayyaba Jabeen2, Hammad Arshad3, Muhammad Yasin1, Jigar Ali1
1Department of Chemistry, Lahore Garrison University, Lahore, Pakistan
2Department of Zoology, Quaid-i-Azam University, Islamabad, Pakistan
3Department of Biology, Lahore Garrison University, Lahore, Pakistan
Abstract
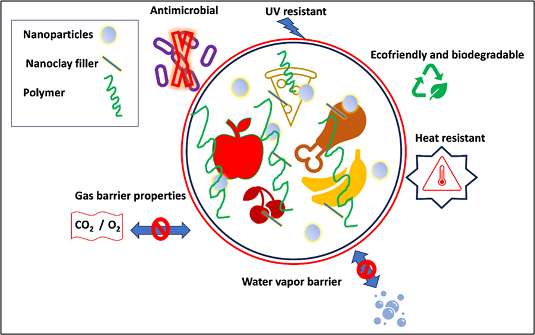
The current review focuses on the applications of polymer nanocomposites in the packing industry. Nanocomposite fabrication may be carried out through several synthetic techniques based on the type of material required. Basically, it is the composite formation of polymeric matrix and a reinforcing nanofiller. The nanoclay used for the modification of nanocomposites acts as a reinforcement or filler. Montmorillonite (MMT) is the most frequently used clay material to obtain the desired properties of nanocomposite. Clay reinforcement enhances the food packing properties of the material because of its properties as flame retardant, tensile features, barrier properties, and biodegradability. Among bottom-up and top-down techniques, sol-gel synthesis, self-assembly, and polymerization are the most common techniques used for the synthesis of nanocomposites. Nanocomposites derived from bio-polymers make the material biodegradable which, in turn, is one of the most desirable features for their future use. Owing to improved characteristics, clay nanocomposites form a superior class of materials for food packaging, yet much finer dispersion of nanofillers and compatibility may be devised.
GRAPHICAL ABSTRACT
1. Introduction
Polymer nanocomposites comprise the combinations of different number and classes of polymeric units, at least one of them comes with nanoscale dimensions. The recommended particle size of a nanocomposite is < 100 nm. Their importance is due to their extensive impact, since a small amount of nanomaterial may enhance all the material’s quality. The major portion in a nanocomposite is known as matrix. In most cases, ceramic material is used as matrix, while the material through which they bind is known as filler; may it be a clay filler, carbon filler, or silica etc. The fabrication of nanocomposites is a result of the exceptional work carried out in the field of nanotechnology, such as super processing for the order to obtain nanosized material and development according to targeted properties and applications [1]. Naturally, nanocomposites are an integral part of many living systems, examples include plants and the bones of animals. The features of nanomaterials can be controlled by varying the processing method, dimensions, and the composition of ingredients. Moreover, a remarkable property variation occurs when nanomaterial is in the size range of 10 nm or less. A higher nucleation rate also alters the properties of nanocomposites. Low energy ion treatment and blending process are the fundamental parameters which are supposed to be controlled during nanocomposite crystals growth [2].
The history of nanocomposites-based polymers is as old as the history of chemistry, with continuous improvement and development. The first gold-based nanocomposite was synthesized by a Swiss physician Paracelsus in 1570s. Colloidal gold powder of different colors is used as gold coating for different products. Later on, some silver-based nanocomposites were synthesized; a suitable storing material for drinking water and other liquid food products [3]. The development of nanoclusters has made polymer chemistry more important because it deals with nanoscale, rather than atomic or aggregate particulates. Due to low processing cost, some petrochemical polymers are important as packing fundamentals [4]. In 1903, Zsigmondy reported the measurements of gold nanoparticles by using ultra microscopy, aided by light scattering. Their size achievements were in the order of 6 nm for gold glass and 30-40 nm in the case of metal oxides and organic colloids, respectively. Clay-based nanocomposite material was introduced for synthesis in 1930s. It was based on the hydrophilic mechanism of synthesis, while hydrophobic synthesis was introduced in 1950s. The product with the name of organoclay was put forward by Benton and commercialized by NL industries. It has excellent properties, such as decreasing fraction and solvent removal [5].
The major difference between nanoparticles and nanocomposites is the difference of particle size. Nanoparticles have a particle size that ranges from 10-1000 nm, yet the ideal size is < 50 nm, which is termed as ultra-fine particle size. Nanocomposites contain one of the nanoparticles in their blending reagents; the most common are proteins, as well as synthetic polymer and polysaccharide in case of bio nanocomposites. The size of particles and their surface features can be easily controlled, since in the case of nanocomposites a large surface area is available for the modification of the polymeric material, thus presenting the nanocomposites to be more valuable. Bio tissues may also be effectively and easily analyzed by using nanoparticles [6].
Several methods have been studied for the synthesis of polymer nanocomposites including sol-gel, intercalative polymerization, and in situ polymerization. In comparative investigation of all the classes of nanocomposites, in situ polymerization has been of interest where inorganic reinforcement is dispersed within the polymer matrix in the presence of a suitable catalyst. Moreover, its functionality can also be increased with the help of different coupling agents [7]. The choice of method is dependent on the nature of polymeric material to be synthesized and also on the desired material properties, such as fire retardant, conductivity, toughness, and mechanical properties [8].
In order to measure the electrical and electrochemical properties of a polymeric material, aerogels are spread over the disc of plasma sputtering system and the disc is polished with gold [9]. For the optical measurement of the nanocomposite material, the size of particles and the material’s surface distribution are analyzed through the optical absorption spectrum.
Doped TiO2 nanocomposites are prepared by utilizing the sol-gel method and analyzed with the help of FTIR, XRD, and SEM. The mixture is smashed over activated carbon. TiO2 is an excellent nanoparticle for the removal of some environmentally harmful dyes in the textile industry, such as the Azo dye which is the most abundantly used dye over the fabric material, while photo-catalytic performance also makes TiO2 a super choice [10]. Nanodiamonds, due to their excellent polymeric properties, have become a super functional polymer in the polymer industry. Further, their supporting polymers are used for electronics material and in computing system [11]. The ability of X-rays can also be improved with the use of nanomaterials. The penetrating rays interact with nanomaterial effectively, then with gamma rays and energetic electrons which groom the X-ray effect [12].
1.1. Synthesis and Development of Nanocomposites
Several methods are used for the synthesis of nanocomposites. The selection of method depends upon the nature of the nanocomposite to be synthesized. Ultimately, the synthetic protocol is based on two main strategies, namely bottom-up and top-down techniques [13]. Graphene, a super nanocomposite material with excellent polymeric features, may be synthesized through several ways including CVD method, reduction, and exfoliation. However, its synthesis through the bottom-up technique results in excellent fabrication by providing a larger area of interaction to graphene sheets starting from smaller building [14]. The metal nanocomposites can be synthesized through non-miscible metals utilizing the top-down technique. At the same time, it needs more power and remains time consuming. This problem is solved by using the bottom-up technique which provides rapid, non-miscible, metal nanocomposites in a short time. The bottom-up technique is also used for the synthesis of 3D-hierechical flower like structures in which nanopolymer results from the combination of different structural dimensions [15, 16]. The inorganic nanomaterial synthesis has been the focus of research owing to its various applications in polymer and material sciences. It can be synthesized via both the top-down and bottom-up techniques, although some of the more productive features make the bottom-up technique a much better choice. The top-down technique causes the disintegration of a lot of material into nanoscale, while the bottom-up technique results in the interaction between small size, large size, and colloidal particles. The nanocomposite synthesized via self-assembly exhibits a new structural pattern and behavior. Template synthesis, chemical vapor deposition, spray pyrolysis, and sol-gel are the commendable chemical processes for the synthesis of nanoscale inorganic material through the bottom-up technique. Nanodiamond, which is the most stable form of carbon, is created through an explosion in a closed chamber in the presence of water or gas. The synthesis is simple and does not affect the environment as it is ecofriendly. Some of the most frequently used methods for the synthesis of nanocomposites include the sol-gel synthesis, inter-matrix synthesis, chain polymerization synthesis, self-assembly, melt mixing synthesis, chemical and physical vapor deposition, spray pyrolysis, and solvothermal process [11, 17, 18].
1.1.1. Sol-Gel Method. This technique of nanoparticle synthesis is based on the conversion of liquid phase to a solid phase. The sol material maybe an organic or inorganic metal and dry gel is obtained because of the molding of sol like viscous material [19]. The sol-gel synthesis proceeds through several steps given schematically as follows:
- A complex of different organic or inorganic metals is formed and its solubility is also determined.
- The hydrolysis of the complex in water through chain condensation takes place.
Oxides are formed through polycondensation as a result of the removal of OH and other substitutes. Nanoparticles of SnO2, NiFe2O4, TiO2, and silver are synthesized through the sol-gel method [20–23].
1.1.2. Self-Assembly Synthesis. This is a specific mechanism for the fabrication of the nanocomposites of desired features and applications. In this type of synthesis, the micro complex and nanosized material including mesophase, rods, films, and other such material are smashed against each other. This phenomenon is based on weak binding forces and a number of composites have been synthesized through this technique [24, 25]. The nanocomposites synthesized through self-assembly synthesis are used in electric circuits. Further, due to their adverse effect on the environment, coating industry and water treatment is dependent on this type of synthesis. Graphene nanoparticles [26] and fiber coating may also be synthesized using this technique [27–29].
1.1.3. Solvothermal Synthesis. The nanocomposites synthesis is a chemical reaction which takes place in the presence of a suitable solvent depending on temperature and pressure. The synthetic mechanism is like hydrothermal synthesis; the difference being the solvent other than water.
Table 1. Commonly used Reactors for Hydrothermal/Solvothermal Processes
|
Type |
Temperature (℃) |
Pressure (bar) |
|
Quartz tube |
250 |
6 |
|
Cone closure |
750-1150 |
4000-13000 |
|
Welded closure |
400 |
3000 |
|
Piston cylinder |
1000 |
40000 |
|
Modified Bridgman autoclave |
500 |
3700 |
Note. Source: [30]
A number of super capacitor nanocomposites have been investigated as being synthesized via solvothermal technique [16].
1.1.4. Melt Mixing Synthesis. The melt mixing synthesis of polymeric material is a relatively low-cost method used for the evaporation of unwanted solvents which decrease the quality of nanomaterials. It is also termed as melt blending or melt compounding [31] and requires a relatively high temperature [32]. This method is applied for the synthesis of thermally and elastically stable nanocomposites. The synthesis procedure requires clay reinforcement with the help of reasonable pressing to get the desired cross-section area. An inert gas atmosphere is provided, dried, and mixed to obtain the nanomaterial. Melt blending has a number of applications in the field of nanochemistry, as it is ecofriendly because of the absence of an organic solvent. The synthesis is important for the crystal growth of different nanocomposites, which is an important precursor for the synthesis of several polymers. Polyamide with excellent polymeric properties are synthesized via melt mixing technique ion implementation doping is also an important nanocomposites synthesized through this technique [32].
1.2. Fundamental Features of Nanocomposites
Nanocomposites are designed to attain improved inherent properties of matrices, metals, ceramics, and polymer. Numerous effects of reinforcement addition have been investigated. One of the prominent features of nanocomposites is the mechanical properties of these materials, such as their tensile strength, stress-strain, stiffness, and toughness. These may be improved via clay addition owing to the hydrophobic effect which, in turn, decreases the water content in the polymeric system [33–35]. Graphene-based nanocomposites mainly signify these mechanical features [36]. The addition of carbon nanotubes and nanofibers lowers the corrosion activity and makes the polymeric material corrosion resistant. They also increase the thermal and electrical properties of the nanocomposites [37, 38]. The modulus factor, relaxation period, and viscoelastic features of nanocomposites are a growing area of interest in the development of the polymeric material. The mechanical fundamentals of nanorubber can be enhanced via the addition of modified clay [39, 40].
1.3. Daily Life Applications of Clay Reinforced Nanocomposites
Before discussing the fundamental applications of nanocomposites, it is necessary to understand their properties and response after clay modification. The properties of nanocomposites strongly depend upon their synthesis method and the nature of clay used for modification. Some of their general properties include mechanical properties, thermal properties, barrier features, hardness, toughness, tensile stress, tensile strain, modulus features, sustainability, permeability, flame resistance, deformation tendency, flow rate, thickness, elasticity, antibacterial, and antimicrobial properties. The crystalline gel-based nanocomposites exhibit enhanced features such as durable and demisting properties along with their retained clarity in these composites. These remarkable properties are due to clay modification [41–43].
1.4. Flame Retardant Applications
Different types of flame retardants are used based on their chemical structure and application mechanism. The most common flame retardants in use include gas phase active and condense phase active flame retardants, halogen-based flame retardant, chloride-based flame retardant, and phosphorous-based flame retardant [26]. The applications of flame-retardant nanocomposites comprise one of the most fundamental uses of polymeric material where non-flammability is concerned. Within the plastic like material, a low amount of simple clay filler is used for the preparation of the flame retardant material. The use of clay filler also improves thermal resistance. This material property makes flame retardants a suitable choice in leather and aeronautic industries and also in other industries to reduce the fire risk.
1.5. Medicinal Usage
Nanocomposites have a number of medicinal applications including antibacterial cure, drug delivery, cancer treatment, tissue disorder, application in biomedical instrument preparation, carbon nanotubes, and the preparation of microsized medical devices to obtain precise reports [44–46]. Medical devices can be obtained using different nanocomposites where several elements are amalgamated with the matrix to enhance the features of these devices. Nanofillers are synthesized through the coupling of different nanocomposites of calcium, phosphate, and fluoride ion relaxation [47, 48].
1.6. Agricultural Usage
Nanocomposites have gained a number of applications in agriculture to increase plant growth and production. The rate of germination is augmented as the nanomaterial is used. Many chemicals are used in the pesticides approved by FDA based on nanomaterials. The nanocomposites used as insect killers include titanium, silver, and silica based nanocomposites [49].
2. NANOCOMPOSITES AS FOOD PACKING MATERIAL
Nanocomposites have several applications in daily life but their applications in food packing industry are more numerous. The properties of nanocomposites that may be applicable for packing purposes, more specifically the packing of food items, remain a matter of interest. Food items require packing material as it maintains the quality of the product during transportation to longer distances. Processed foods without proper packing cannot be expected to last, hence packing industry has become one of the largest industries, worldwide. Continuous advancements in the field have been imperative to maintain the nutrition and freshness of the food products. Multilayered packing was introduced for food packaging with improved barrier properties, yet higher cost and difficulty in recycling the product render it less convenient to use such materials [50]. Monolayered packing with enhanced properties and compatible storage as that of multilayered packing have been developed. The development of monolayered packing has introduced a class of packing material with lighter weight, transparency, and biodegradability (or ease of recycling), hence focused currently.
Nanocomposites are used as packing material depending upon their fundamental characteristics. Food processing and packaging demand maximum stability with no health hazard. The use of nanocomposites as packing material enhances the fundamental barrier feature of the packing material, such as to stop the propagation of water vapor, CO2, O2, and flavor. Polymer nanocomposites have lower permeability to water and gases owing to nanomaterials in their structure as well as enhanced barrier properties because of indirect diffusion path. Inter-facial distances are also decreased due to extensive bond formation between both phases which, in turn, decreases the allocation of guest molecules as water [51]. Polymer nanocomposites may include nanofiller metal and metal oxides with silver as the major representative, along with nanoclays, oil emulsions, and nanocellulose. Among the reported nanomaterials for the packing industry, silver nanoparticles and nanoclays are of greater interest. Metal oxides include titanium, zinc, and aluminum oxides, along with silica; all of these have the potential to be used as photo-catalyst with enhanced mechanical strength and with improved antimicrobial and UV barrier properties. Nanomaterials present improved characteristics as compared to their macro counterparts, hence find an imperative room in the packing industry, yet the transfer of nanofillers into food products is to be monitored considering their harmful effects towards living bodies [52].
3. METAL OXIDE-BASED NANOCOMPOSITES
The general use of metal oxide nanoparticles, predominantly titanium, aluminum, silicon, and zinc, provides protection from UV radiation. TiO2 has good photocatalytic properties along with acting as a barrier to UV radiation, hence it has proved to be a better candidate for the packing of food products. It generates reactive oxygen species (ROS) when exposed to UV radiation, as well as per-oxidation of lipids and proteins [52] in cell membrane and DNA respectively, thus destroying the bacteria [53]. Numerous polymeric matrices have been reported; examples include conventional plastics, bio-polymers, and synthetic polymers. Ethylene-vinyl alcohol (EVOH)/TiO2 nanocomposites presented self-sterilizing properties. Oriented polypropylene (PP) films coated with TiO2 nanoparticles were investigated to inhibit the growth of E. coli when exposed to dark light. Thin films of low density polyethylene (LDPE) with TiO2 nanofiller were applied for the packing of pears under florescent light while TiO2 served to inactivate yeasts and Pseudomonas spp. The addition of TiO2 nanoparticles results in the blockage of oxygen and UV radiation which is desirable for food storage [54] and also delays the ageing and degradation of the nanocomposite. TiO2 nanotubes dispersed Chitosan films were investigated with UV blocking and found effective against E. coli, S. aureus, and S. enterica. Adding further to the enhanced mechanical and photocatalytic efficiency of titanium-based nanocomposites, this nanomaterial has been reported to hinder the migration of ethylene glycol, the plastic additive from packaging to the food [55].
ZnO nanoparticles have been incorporated into various biological and synthetic polymeric matrices, thus reflecting their antimicrobial nature. Like TiO2, ZnO also has photocatalytic properties, yet the additional release of Zn+2 damages bacterial cells and the antibacterial properties need not be triggered through UV exposure. ZnO coated PVC films, as well as modified nano ZnO/HDPE nanocomposite have been invested with antimicrobial and UV protective properties, respectively. Furthermore, glass with ZnO coating has been stated with improved antimicrobial effect, where 89% reduction in biological growth was noticed. Biopolymers are biodegradable in nature. They are attractive in terms of less waste and reduced pollution. Their disadvantages include higher water permeability. ZnO has been one of the important candidates to render the nanocomposites with less water permeability to be effectively applicable for the protection and packaging of food products. Polylactic acid (PLA), poly(butylene adipate-co-terephthalate) (PBAT) matrices enhanced through nano ZnO show improvements in mechanical properties, barrier resistance, and antibacterial activities [56, 57].
Aluminum films are extensively applied for food packaging. They protect the food items from oxygen and UV irradiation, yet their metallic foil has been found not fit for microwave use and remains thick, opaque, and non-recyclable. Hence, the oxides of aluminum are better alternate, being thinner, lighter in weight, and easy to be microwaved. Extensive Al2O3 coating has been reported for PLA and PET; two nanocomposites proved to be with enhanced oxygen, aroma, and water barrier characteristics. CuO doped LDPE is known to possess antibacterial properties and was utilized for cheese packaging [58].
The introduction of nanosilica into bio-plastics increases the mechanical and thermal resistance of nanocomposites. Literature shows that EVOH-SiO2, ethylene/vinyl acetate (EVA) blended with PP nanocomposites exhibit improved mechanical strength and reduced gas permeability. For printing purposes, PP laminations also tend to be less adsorptive towards ink solvent when compared to neat polymer [38]. Milky protein-based nanocomposites have been used as food packing material to increase the shelf life of food items and retain their quality. The issue with the use of these composite materials for food packing is their durability and hydrophilic nature. Modification via nanoclays resolves this problem effectively and only a small amount of clay is sufficient for the purpose. MMT is mostly used to boost its fundamental characteristics which are a primary requirement for the food packing material. Polyethylene glycol (PEG)/silicate modified nanocomposites may be used for many of the applications. Their ecofriendly behavior, non-toxic nature, and the ability to be broken down by microorganisms are important characteristics of these nanocomposites. The formation of high-performance films with the packing material of degradable nature is in addition to the characteristics of bending without breaking, shaping, molding, and other thermal properties. Due to these properties, these nanocomposites are used as excellent packing materials, instead of petroleum-based nanocomposites.
Polylactic acid (PLA)-based nanocomposites were initially not a good choice for food packing material. Later, organically modified clay increased the microbial strength which caused the destruction of pathogenic bacteria. After this advancement, PLA-based nanocomposites have been a much better source of food packing material with improved tensile features, crystalline behavior, and film forming properties. These characteristics of nanocomposites are defined by the nature of clay used as well as its compatibility with polymer matrix [42].
Earlier, petroleum-based composite films were applied for food packing owing to their lower viscosity and easy availability; however, their non-degradable nature was unfavorable to the environment. For this reason, natural bio-polymer composites were synthesized with excellent degradation properties. The basic reagents for bio-polymers are starch and polyvinyl alcohol (PVA); both are easily attainable due to their low cost and ecofriendly nature. As the synthesized bio-polymers are modified through nanoclay, the inherent characteristics of polymers increase and provide a quality composite material for packing. They can also be used for the packing of other materials such as cosmetics, chemicals, and many pharmaceutical products. Their consumption is increasing annually by 5% [59].
A remarkable improvement in tensile strength and modulus properties, that is, 26% and 15% respectively, are reported with 2% silicate reinforcement in nanocomposites. Chitosan, which has been more favorable and selective than petroleum derivatives for composite films, was used as a preventive material for food packing, especially for the packing of foods with a high risk of moisture and for the safety of food material. Polyethylene terephthalate (PET)-made bottles are used as packing material for foods and drinks which are susceptible to air, and it also increases their shelf life [48, 49]. To enhance fundamental properties, such as thermal, mechanical, and barrier properties, the composite material is reinforced through 4% MMT clay and 0.2% MMT organically modified clay. The nanocomposite material may be iron, while clay-reinforced nanocomposites additionally comprise a sustainable packing product [60].
There are many types of packing materials based on nanocomposites. The selection of composite material depends upon the nature of the food product, type of food, and the shelf life of the material to be packed. Packing of food products, as well as raw or packed meat varies considerably. Similarly, a material with a shelf life of two months has packing standards different than the material with six months of shelf life. Food materials preserved with the use of reinforced nanocomposites include dairy, bakery, drinking, meat, boiled, and many other food items. The packing materials include rigid or flexible plastic bags, active packing, medical products packing, and anti-bacterial products packing. In order to enhance their physical properties, some inorganic reinforcing agents are used. Additionally, for the improvement of the major features of polymer material, clay is used. The main difference between simple clay composites and nanoclay composites is the quantity of clay, as lesser amounts of clay are used in the latter as compared to the conventional composites with improved material properties [50]. The more important bio-based nanocomposites are derived from natural polymers, such as starch and cellulose. Whereas, the more effective nanoclays used to improve the packing strength of nanocomposites are MMT and kaolinite [61]. Such nanocomposites are used in many kinds of packing material including plastics made up of bio-polymers for the packing of drinking products and shrink wrap material. They are also used in the transport industry, for example, in the automotive belt made up of nylon polymer having many advantages due to its light weight, high flexibility, and less rigidity. The biodegradable nanocomposite plastic material reinforced by a nanofiller improves the drug delivery mechanism, especially in the case of high drug requirement. This is worth mentioning that more than 42% of total polymer nanocomposites have been reported to find applications as food packing materials. The application of composite materials for packing increases due to their traditional advantages, quality feasibility, safe product preservation, and less food wastage [62].
4. EFFECTS OF CLAY MODIFICATION
Clay nanocomposites have been established with major contributions to the packing industry. The modification of clay platelets renders them increased compatibility with the organic macromolecular matrix, thus obtaining the resultant material with improved processing and superior packing ability. Due to their light weight and no health hazard, biodegradable packing bags of green nanocomposites are synthesized which protect against air diffusion, carbon dioxide, and flavor components. These features make nanocomposites an ideal packing material. Much of the packing material is non-biodegradable which affects the environment adversely. Hence, bio-polymers are synthesized to overcome this problem but they do not have good polymeric composite features.
The addition of clay to polypropylene causes an improvement in the mechanical features and toughness of polymer because clay mixes properly with the polymer matrix. The focus in the improvement of the packing properties of nanocomposite material remains on barrier fundamentals, such as volatilization of gases, water vapors, and flavoring agents. In order to improve these properties, clay modification is performed. The increased barrier features are responsible for the increase in the shelf life of both fresh and processed food products. For better results, an excellent interaction between clay and polymer is needed which is based on the type of the reinforcing material used as well as the method of synthesis [63].
The nanocomposite material used in the packing industry also depends upon super features of barrier fundamentals, such as the permeability of air, water vapors, CO2, and flavors. However, these fundamentals are improved with the help of the clay modification of the composite material, with MMT as the most promising clay used. Material other than clay can also improve the required properties of the nanocomposite material used in the packing industry, although the reinforcing material which is more compatible with polymer and clay remains superior [60]. It is well-known that clays (MMT and silicates) improve many properties of the nanocomposites used in the food packing industry due to their excellent barrier properties, mechanical properties, thermal fundamentals, elasticity, toughness, stiffness, and modulus properties. It has been reported as well that if MMT modification is kept below 5%, then exceptional fundamental requirements of composite materials are observed [64, 65].
The clay-modified nanocomposites are used in food packing material because clay decreases the pores in the polymer structure and lowers its tendency of water absorption. The XRD, FTIR, and SEM analysis show that clay addition not only enhances the rigidity, toughness, hardness, and compressive strength, flexibility, and modulus features but also acts as nanofiller for polymeric material. In some cases, clay also acts as an activator for the completion of a polymeric reaction. Clay is cheap, environment compatible, and saves the soil from contamination, under-earth water, sediments, and industrial effluents. Sheets of different dimensions and shapes are prepared with clay material. Keeping in view the dispersion, reinforcement, and regulation of the fundamental features of clay, its eco-friendly assessment must be kept in mind as it is used as food packing material [66].
Nanocomposites are not only used as food packing material, but they are also used in many other fields, such as in paper coating and modification. The reinforcement of nanocomposites used for paper coating improves visibility, reduces water contents, introduces ideal barrier features, and mechanical fundamentals because clay expands well in the polymeric matrix and gives maximum surface area. The barrier properties of paper are totally dependent on the dispersion of nanoclay platelets into the polymeric matrix. In this way, we can get the desired barrier resistance properties by using the clay material [67].
5. CURRENT PROBLEMS ASSOCIATED WITH THE USE OF CLAY-MODIFIED NANOCOMPOSITES AS PACKING MATERIAL
The clay-reinforced nanocomposites have numerous applications, specifically in the area of food packing. However, there are still some problems associated with the use of clay-based nanocomposites as packing material. These problems are [68] stated below.
- Improper association between the polymer matrix and clay particles. As a result, the desired properties for food packing material are not obtained.
- The use of synthetic bio-polymer as food packing material causes environmental problems, such as the use of chemicals which are not ecofriendly during polymer synthesis. The nanocomposites-based plastic material used for food packing causes many environmental issues.
- It is difficult to maintain the nanoscale size of polymer. The nanoparticle, due to their dimensions, may enter sensitive body parts including the blood brain barrier and may cause mental disorders.
CONCLUSION
Better properties exhibited by nanomaterials serve as the foundation for nanotechnology, raising living standards. The nature of nanomaterials and their synthetic methods are the major parameters responsible for the end use of the product. Polymer nanocomposites, with superior mechanical and protective impacts, have been applied for the packing of products including food packing. Owing to the barrier, wear and tear resistance, and durability, polymer nanocomposites are the most promising candidate for packing. The biodegradable nature of nanocomposites is an additional property which renders the material with easier decomposition characteristics and hence, makes it ecofriendly in nature. Although some problems are still associated with the use of nanocomposites as food packing material; still, these can be minimized through clay modification and by changing synthesis strategy. Ongoing studies and experimentation can make the nanocomposites more adaptable and effective in the food packaging industry.
Conflict of Interest
The author of the manuscript has no financial or non-financial conflict of interest in the subject matter or materials discussed in this manuscript.
Data Availability Statement
The data associated with this study will be provided by the corresponding author upon request.
Funding Details
No funding has been received for this research.
Bibliography
- Lee LJ, Zeng C, Cao X, Han X, Shen J, Xu G. Polymer nanocomposite foams. Compos Sci Technol. 2005;65(15-16):2344–2363. https://doi.org/10.1016/j.compscitech.2005.06.016
- Musil J. Hard and superhard nanocomposite coatings. Surf Coat Technol. 2000;125(1-3):322–330. https://doi.org/10.1016/S0257-8972(99)00586-1
- Caseri W. Nanocomposites of polymers and metals or semiconductors: Historical background and optical properties. Macromol Rapid Commun. 2000;21(11):705–722. https://doi.org/10.1002/1521-3927(20000701)21:11%3C705::AID-MARC705%3E3.0.CO;2-3
- Garcia NL, Ribba L, Dufresne A, Aranguren M, Goyanes S. Effect of glycerol on the morphology of nanocomposites made from thermoplastic starch and starch nanocrystals. Carbohyd Polym. 2011;84(1):203–210. https://doi.org/10.1016/j.carbpol.2010.11.024
- Caseri W. Inorganic nanoparticles as optically effective additives for polymers. Chem Eng Commun. 2008;196(5):549–572. https://doi.org/10.1080/00986440802483954
- Kotsuchibashi Y, Nakagawa Y, Ebara M. Nanoparticles. In: Ebara M, eds. Biomaterials Nanoarchitectonics. Elsevier; 2016:7–23. https://doi.org/10.1016/B978-0-323-37127-8.00002-9
- Avella M, Errico M, Martelli S, Martuscelli E. Preparation methodologies of polymer matrix nanocomposites. Appl Organomet Chem. 2001;15(5):435–439. https://doi.org/10.1002/aoc.168
- Bruce IJ, Taylor J, Todd M, et al. Synthesis, characterisation and application of silica-magnetite nanocomposites. J Magn Magn Mater. 2004;284:145–160. https://doi.org/10.1016/j.jmmm.2004.06.032
- Wong HP, Dave BC, Leroux F, Harreld J, Dunn B, Nazar LF. Synthesis and characterization of polypyrrole/vanadium pentoxide nanocomposite aerogels. J Mater Chem. 1998;8(4):1019–1027. https://doi.org/10.1039/A706614G
- Porhemmat S, Ghaedi M, Rezvani AR, Azqhandi MHA, Bazrafshan AA. Nanocomposites: synthesis, characterization and its application to removal azo dyes using ultrasonic assisted method: modeling and optimization. Ultrason Sonochem. 2017;38:530–543. https://doi.org/10.1016/j.ultsonch.2017.03.053
- Zhang Y, Rhee KY, Hui D, Park S-J. A critical review of nanodiamond based nanocomposites: synthesis, properties and applications. Compos Eng. 2018;143:19–27. https://doi.org/10.1016/j.compositesb.2018.01.028
- Helliwell JR. X-ray nanochemistry concepts and development. Crystall Rev. 2018;24(4): 276–280. https://doi.org/10.1080/0889311X.2018.1526173
- Adnan MM, Dalod AR, Balci MH, Glaum J, Einarsrud M-A. In situ synthesis of hybrid inorganic–polymer nanocomposites. Polymers. 2018;10(10):e1129. https://doi.org/10.3390/polym10101129
- Souza VH, Oliveira MM, Zarbin AJ. Bottom-up synthesis of graphene/polyaniline nanocomposites for flexible and transparent energy storage devices. J Power Sour. 2017;348:87–93. https://doi.org/10.1016/j.jpowsour.2017.02.064
- Smith AT, LaChance AM, Zeng S, Liu B, Sun L. Synthesis, properties, and applications of graphene oxide/reduced graphene oxide and their nanocomposites. Nano Mater Sci. 2019;1(1):31–47. https://doi.org/10.1016/j.nanoms.2019.02.004
- Li G, Zhang X, Zhang H, Liao C, Jiang G. Bottom-up MOF-intermediated synthesis of 3D hierarchical flower-like cobalt-based homobimetallic phophide composed of ultrathin nanosheets for highly efficient oxygen evolution reaction. Appl Catal Enviro. 2019;249:147–154. https://doi.org/10.1016/j.apcatb.2019.03.007
- Luan J, Wang S, Hu Z, Zhang L. Synthesis techniques, properties and applications of polymer nanocomposites. Curr Org Synthe. 2012;9(1):114–136. https://doi.org/10.1016/j.apcatb.2019.03.007
- Camargo PHC, Satyanarayana KG, Wypych F. Nanocomposites: synthesis, structure, properties and new application opportunities. Mater Res. 2009;12:1–39. https://doi.org/10.1590/S1516-14392009000100002
- Sajjadi SP. Sol-gel process and its application in Nanotechnology. J Polym Eng Technol. 2005;13:38–41.
- Subbarao PS, Aparna Y, Chitturi KL. Synthesis and characterization of Ni doped SnO2 nanoparticles by sol-gel method for novel applications. Mater Today. 2020;26:1676–1680. https://doi.org/10.1016/j.matpr.2020.02.353
- Chen D-H, He X-R. Synthesis of nickel ferrite nanoparticles by sol-gel method. Mater Res Bull. 2001;36(7-8):1369–1377. https://doi.org/10.1016/S0025-5408(01)00620-1
- Shen G, Chen Y, Lin C. Corrosion protection of 316 L stainless steel by a TiO2 nanoparticle coating prepared by sol–gel method. Thin Solid Films. 2005;489(1-2):130–136. https://doi.org/10.1016/j.tsf.2005.05.016
- Kobayashi Y, Katakami H, Mine E, Nagao D, Konno M, Liz-Marzán LM. Silica coating of silver nanoparticles using a modified Stöber method. J Colloid Interface Sci. 2005;283(2):392–396. https://doi.org/10.1016/j.jcis.2004.08.184
- Li L-L, An H-W, Peng B, Zheng R, Wang H. Self-assembled nanomaterials: design principles, the nanostructural effect, and their functional mechanisms as antimicrobial or detection agents. Mater Horiz. 2019;6(9):1794–1811. https://doi.org/10.1039/C8MH01670D
- Yan Y, Tang H, Li J, et al. Self-assembly synthesis of a unique stable cocoon-like hematite@ C nanoparticle and its application in lithium ion batteries. J Colloid Interface Sci. 2017;495:157–167. https://doi.org/10.1016/j.jcis.2016.12.067
- England MW, Sato T, Urata C, Wang L, Hozumi A. Transparent gel composite films with multiple functionalities: Long-lasting anti-fogging, underwater superoleophobicity and anti-bacterial activity. J Coll Interface Sci. 2017;505:566–576. https://doi.org/10.1016/j.jcis.2017.06.038
- Bergamasco R, Coldebella PF, Camacho FP, et al. Self-assembly modification of polyamide membrane by coating titanium dioxide nanoparticles for water treatment applications. Rev Ambient Água. 2019;14(3):e2297. https://doi.org/10.4136/ambi-agua.2297
- Wang W, Wang X, Pan Y, et al. Synthesis of phosphorylated graphene oxide based multilayer coating: self-assembly method and application for improving the fire safety of cotton fabrics. Ind Eng Chem Res. 2017;56(23):6664–6670. https://doi.org/10.1021/acs.iecr.7b01293
- Chen C, Du C, Weng D, Mahmood A, Feng D, Wang J. Robust superhydrophobic polytetrafluoroethylene nanofibrous coating fabricated by self-assembly and its application for oil/water separation. ACS Appl Nano Mater. 2018;1(6):2632–2639. https://doi.org/10.1021/acsanm.8b00315
- Demazeau G. Solvothermal processes: definition, key factors governing the involved chemical reactions and new trends. J Nat Sci B. 2010;65(8):999–1006. https://doi.org/10.1515/znb-2010-0805
- Rasouli R, Barhoum A, Uludag H. A review of nanostructured surfaces and materials for dental implants: surface coating, patterning and functionalization for improved performance. Biomat Sci. 2018;6(6):1312–1338. https://doi.org/10.1039/C8BM00021B
- Rudolph P, Kakimoto K. Crystal growth from the melt under external force fields. MRS Bullet. 2009;34(4):251–258. https://doi.org/10.1557/mrs2009.75
- Moran DA, Soares JB. Starch‐based composites using mature fine tailings as fillers. Canad J Chem Eng. 2017;95(10):1901–1908. https://doi.org/10.1002/cjce.22904
- Sookyung U, Nakason C, Thaijaroen W, Vennemann N. Influence of modifying agents of organoclay on properties of nanocomposites based on natural rubber. Polym Test. 2014;33:48–56. https://doi.org/10.1016/j.polymertesting.2013.11.006
- Vaezi K, Asadpour G, Sharifi SH. Bio nanocomposites based on cationic starch reinforced with montmorillonite and cellulose nanocrystals: fundamental properties and biodegradability study. Int J Biol Macromol. 2020;146:374–386. https://doi.org/10.1016/j.ijbiomac.2020.01.007
- Zare Y. Recent progress on preparation and properties of nanocomposites from recycled polymers: a review. Waste Manag. 2013;33(3):598–604. https://doi.org/10.1016/j.wasman.2012.07.031
- Mansor M, Fadzullah S, Masripan N, Omar G, Akop M. Comparison between functionalized graphene and carbon nanotubes: effect of morphology and surface group on mechanical, electrical, and thermal properties of nanocomposites. In: Jawaid M, Bouhfid R, Qaiss AK, eds. Functionalized Graphene Nanocomposites and Their Derivatives. Elsevier; 2019:177–204. https://doi.org/10.1016/B978-0-12-814548-7.00009-X
- Lee S, Shupe TF, Groom LH, Hse CY. Maleated polypropylene film and wood fiber handsheet laminates. Polym Compos. 2009;30(12):1864–1872. https://doi.org/10.1002/pc.20761
- Boland CS, Khan U, Ryan G, et al. Sensitive electromechanical sensors using viscoelastic graphene-polymer nanocomposites. Science. 2016;354(6317):1257–1260. https://doi.org/10.1126/science.aag2879
- Zhao W, Li T, Li Y, et al. Mechanical properties of nanocomposites reinforced by carbon nanotube sponges. J Mater. 2018;4(2):157–164. https://doi.org/10.1016/j.jmat.2018.01.006
- Zare Y, Rhee KY, Hui D. Influences of nanoparticles aggregation/agglomeration on the interfacial/interphase and tensile properties of nanocomposites. Compos Eng. 2017;122:41–46. https://doi.org/10.1016/j.compositesb.2017.04.008
- Rhim J-W, Hong S-I, Ha C-S. Tensile, water vapor barrier and antimicrobial properties of PLA/nanoclay composite films. LWT-Food Sci Technol. 2009;42(2):612–617. https://doi.org/10.1016/j.lwt.2008.02.015
- Sothornvit R, Rhim J-W, Hong S-I. Effect of nano-clay type on the physical and antimicrobial properties of whey protein isolate/clay composite films. J Food Eng. 2009;91(3):468–473. https://doi.org/10.1016/j.jfoodeng.2008.09.026
- Garcia CV, Shin GH, Kim JT. Metal oxide-based nanocomposites in food packaging: Applications, migration, and regulations. Trends Food Sci Technol. 2018;82:21–31. https://doi.org/10.1016/j.tifs.2018.09.021
- Paul A, Hasan A, Kindi HA, et al. Injectable graphene oxide/hydrogel-based angiogenic gene delivery system for vasculogenesis and cardiac repair. ACS Nano. 2014;8(8):8050–8062. https://doi.org/10.1021/nn5020787
- Abdolmohammadi S, Yunus WMZW, Rahman MZA, Ibrahim NA. Effect of organoclay on mechanical and thermal properties of polycaprolactone/chitosan/montmorillonite nanocomposites. J Reinforc Plast Compos. 2011;30(12):1045–1054. https://doi.org/10.1177/0731684411410338
- Wu Z, Huang Y, Xiao L, et al. Physical properties and structural characterization of starch/polyvinyl alcohol/graphene oxide composite films. Int J Biol Macromol. 2019;123:569–575. https://doi.org/10.1016/j.ijbiomac.2018.11.071
- Rahman PM, Mujeeb VA, Muraleedharan K, Thomas SK. Chitosan/nano ZnO composite films: enhanced mechanical, antimicrobial and dielectric properties. Arab J Chem. 2018;11(1):120–127. https://doi.org/10.1016/j.arabjc.2016.09.008
- Ray S, Quek SY, Easteal A, Chen XD. The potential use of polymer-clay nanocomposites in food packaging. Int J Food Eng. 2006;2(4):e5. https://doi.org/10.2202/1556-3758.1149
- Jorda-Beneyto M, Ortuno N, Devis A, et al. Use of nanoclay platelets in food packaging materials: technical and cytotoxicity approach. Food Addit Contam. 2014;31(3):354–363. https://doi.org/10.1080/19440049.2013.874045
- Berekaa MM. Nanotechnology in food industry; advances in food processing, packaging and food safety. Int J Curr Microbiol Appl Sci. 2015;4(5):345–357.
- Stormer A, Bott J, Kemmer D, Franz R. Critical review of the migration potential of nanoparticles in food contact plastics. Trends In Food Sci Technol. 2017;63:39–50. https://doi.org/10.1016/j.tifs.2017.01.011
- Chawengkijwanich C, Hayata Y. Development of TiO2 powder-coated food packaging film and its ability to inactivate Escherichia coli in vitro and in actual tests. Int J Food Microbiol. 2008;123(3):288–292. https://doi.org/10.1016/j.ijfoodmicro.2007.12.017
- Cerrada ML, Serrano C, Sanchez‐Chaves M, et al. Self‐sterilized EVOH‐TiO2 nanocomposites: interface effects on biocidal properties. Adv Function Mater. 2008;18(13):1949–1960. https://doi.org/10.1002/adfm.200701068
- Farhoodi M, Mohammadifar MA, Mousavi M, Sotudeh‐Gharebagh R, Emam‐Djomeh Z. Migration kinetics of ethylene glycol monomer from pet bottles into acidic food simulant: effects of nanoparticle presence and matrix morphology. J Food Proc Eng. 2017;40(2):e12383. https://doi.org/10.1111/jfpe.12383
- Li X, Xing Y, Jiang Y, Ding Y, Li W. Antimicrobial activities of ZnO powder‐coated PVC film to inactivate food pathogens. Int J Food Sci Technol. 2009;44(11):2161–2168. https://doi.org/10.1111/j.1365-2621.2009.02055.x
- Venkatesan R, Rajeswari N. ZnO/PBAT nanocomposite films: investigation on the mechanical and biological activity for food packaging. Polym Adv Technol. 2017;28(1):20–27. https://doi.org/10.1002/pat.3847
- Struller C, Kelly P, Copeland N. Aluminum oxide barrier coatings on polymer films for food packaging applications. Surface Coat Technol. 2014;241:130–137. https://doi.org/10.1016/j.surfcoat.2013.08.011
- Abdullah ZW, Dong Y, Davies IJ, Barbhuiya S. PVA, PVA blends, and their nanocomposites for biodegradable packaging application. Poly-Plas Technol Eng. 2017;56(12):1307–1344. https://doi.org/10.1080/03602559.2016.1275684
- Khalaj M-J, Ahmadi H, Lesankhosh R, Khalaj G. Study of physical and mechanical properties of polypropylene nanocomposites for food packaging application: nano-clay modified with iron nanoparticles. Trends Food Sci Technol. 2016;51:41–48. https://doi.org/10.1016/j.tifs.2016.03.007
- Rhim J-W, Park H-M, Ha C-S. Bio-nanocomposites for food packaging applications. Prog Polym Sci. 2013;38(10-11):1629–1652. https://doi.org/10.1016/j.progpolymsci.2013.05.008
- Idumah CI, Hassan A, Ihuoma DE. Recently emerging trends in polymer nanocomposites packaging materials. Polym-Plast Technol Mater. 2019;58(10):1054–1109. https://doi.org/10.1080/03602559.2018.1542718
- Arora A, Padua G. Nanocomposites in food packaging. J Food Sci. 2010;75(1):R43–R49. https://doi.org/10.1111/j.1750-3841.2009.01456.x
- Honarvar Z, Hadian Z, Mashayekh M. Nanocomposites in food packaging applications and their risk assessment for health. Elect Phy. 2016;8(6):e2531. https://doi.org/10.19082%2F2531
- Wan C, Qiao X, Zhang Y, Zhang Y. Effect of different clay treatment on morphology and mechanical properties of PVC-clay nanocomposites. Polym Test. 2003;22(4):453–461. https://doi.org/10.1016/S0142-9418(02)00126-5
- Assaedi H, Shaikh F, Low IM. Effect of nano-clay on mechanical and thermal properties of geopolymer. J Asian Ceram Soc. 2016;4(1):19–28. https://doi.org/10.1016/j.jascer.2015.10.004
- Gaikwad K, Ko S. Overview on in polymer-nano clay composite paper coating for packaging application. J Mater Sci Eng. 2015;4(1):e151.
- Lagaron JM, Lopez-Rubio A. Nanotechnology for bioplastics: opportunities, challenges and strategies. Trends Food Sci Technol. 2011;22(11):611–617. https://doi.org/10.1016/j.tifs.2011.01.007