Faiza Anwar*1, Nadeem Afraz2, Rehana Ijaz3, Faisal Rehman4, Wang Mei4
1Department of Textile and Apparel Science, School of Design and Textiles, University of Management and Technology, Lahore, Pakistan
2Institute of Art and Design, University of Sargodha, Sargodha, Pakistan
3Department of Psychology, University of Sargodha, Sargodha, Pakistan
4Department of Chemistry and Chemical Engineering, Donghua University, Shanghai, China
*Corresponding Author: [email protected]
ABSTRACT The current study centers on eliminating salt in the dyeing process of cotton products using reactive dyes. This study identified that the usage of reactive dyes is generating a huge amount of waste products that are contaminating the environment. Hence, this study introduces salt-free reactive dyes that can be used on cotton and would not contribute to ecological contamination. The prime purpose of this study was to explore a promising approach to reduce the cost of the dying process. Therefore, this study proposed the fiber modification technique based on chitosan and 1,2 dichloroethane as a proposed method for dying cotton, which will eventually help in reducing disposal and hazardous waste generated by salt-based chemicals. When the fabric is subjected to a treatment involving polyacrylamide, it causes cellulose to exhibit the main characteristics of wool. As a result, cotton can be dyed using reactive dyes under neutral pH conditions, without the need for electrolyte and alkali. Similarly, when fabric is treated with an emulsion of 1,2 dichloroethane followed by amination with sodium hydroxide, the treatment was discovered to enhance color fixation also. The modification was investigated through in-depth analysis in this research.
INDEX TERMS cost-effective dyeing, dyeing process, eco-friendly dyeing, fiber modification, salt-free reactive
The dyeing method is a strategy that gives excellence to the material substrate by applying altogether extraordinary hues and their shades onto a material mainly governed by three factors, which involve the dye, the fibre, and the liquor required for dying [1]. Dye is applied onto the fabric by chemical combination or through physical absorption till the fabric is immersed in the dye bath properly. Dyeing must be done at any segment of the assembling of textile fiber, textile yarn, fabric, or a finished material item together with apparel and garments. The process of dyeing a fabric is gradual, which resonates with the speed of this gradual process being mentioned as the dyeing rate. The rate of dyeing depends on the available condition of the dye bath, namely the presence of electrolytes, the concentration of dye, and the given temperature [2]–[5]. Cotton reactive dyes are extremely well known for cellulosic articles of clothing because they're environmentally protected and possess smart comprehensive properties. These dyes have the unique property that they form covalent bonds when applied to textile substrate. They require huge amounts of electrolytes for their exhausting application, promoting environmental issues.
The exhaustion of dye is done in the presence of electrolytes. An electrolyte is added to assist the exhaustion of dye when the fabric is immersed in the dye bath. Mostly NaCl is used as an electrolyte. Salt perform two key actions in which common salt (NaCl) or sodium sulfate (Na2SO4) is entirely separated in water to free molecule pair in the form of sulfate ions or of sodium (Na) and chloride (Clˉ) ions. The positive sodium particle satisfactorily repels the zeta potential and is set to the fiber/water interface. Salt is the favored species to possess the constrained lattice sites because water has quite restricted positions as a waster is a lattice structure used for accommodating charged species. At that point dye moved from the solution towards the fiber and the dye contains the distribution coefficient of the dye. Throughout the reactive dyeing of cotton, both these activities of salt enhance the reactive dye exhaustion [6], [7]. However, huge amount of salt application increases salinity in drained water stream, and; therefore, has negative effects on ecological nature. In a Likewise manner, the energy and water required to expel the hydrolyzed dye from the fabric and clean the dye bath increase the cost significantly [8]. To clear the hydrolyzed or unfixed color, tedious and expensive washing-off techniques are required. Various procedures have subsequently been recommended from mid-1930s, to date by giving cationic sites on the fibers to enhance the substantivity of anionic dyes towards cellulosic fibers. Additionally, the natural effects of the saline effluents discharged from the dyeing procedure can't be neglected [9].
Various studies have pursued to increase the attraction of anionic dyes toward cotton fabric by presenting positively charged sites on cotton [8]. This process is called cationization. Cationization of cotton fabric is developing as an effective tool that resolves the ecological harms linked with the dyeing of cotton with anionic dyes. Positively charged sites are introduced, which enables the formation of an electrostatic attraction between the negatively charged dye molecules and the fiber; therefore, removing the requirement for electrolytes in the cotton reactive dyeing and increasing the dye exhaustion. Whole exhaustion can be attained on cationized cotton without the addition of electrolytes [10]. Cationized cotton results in improved dyeing, when dyed with reactive dyes at neutral pH, as compared to the conventional dyeing procedures [11], [12].
M. Subramanian et al., cationized the cotton fabric by using different concentrations of cibafix, along with the varying concentration of soda ash at the designed temperatures of 30, 50, and 70ᴼC. Cibafix is known as a polyamino chlorohydrin quaternary ammonium compound used as a cationic fixing agent [13].
With epichlorohydrin or an alkyl bromide when grafted by quarternization of 2-vinyl pyridine, could enhance [14]. The cotton fabric treated with EPTMAC (2,3 epoxypropyltrimethyl ammonium chloride) offers cationized sites that can be dyed with reactive dyes and give excellent results without using electrolytes [15]. Impact of PECH-amine treatment on responsive coloring of bunk ton. They found that the changed cotton is colored by particular low reactivity colors in fair conditions by mutually selected or constrained salt concentrations reactivity dyes without salt.
All the above processes that are being used so far are using chemicals that are hazardous to the environment. Therefore, this study aims to purpose the effective usage of chitosan and 1,2 dichloroethane, while chitosan is a natural nontoxic polysaccharide polymer with exceptional set of useful biological and physiochemical characteristics [16]–[20]. Hence, this study aims to get the most fixation of dyes by minimum hydrolysis of dyes, which will increase the reactivity of dye and enhancement in the rubbing fastness and washing fastness properties of the treated sample; additionally, it will increase the wrinkle recovery of the textile substrate and enhance the anti-bacterial property of the fabric. To signify the savings in process costs. To reduce the requirement of water during the wash-off process by taking the low volume of water.
The current study will investigate a new technique for cotton dyeing without utilizing salt that would be an economical way to dye a fabric with additional antimicrobial properties.
CHEMICALS AND REAGENTS
Chitosan, obtained from crab shells with >90% purity and a degree of deacetylation of 90% was purchased from Bio Basic Inc., Canada, and acetic acid from Acros Organics. Nutrient agar was purchased from Merck and nutrient broth from Lab. M. Ltd., UK. 1,2 dichloroethane and Reactive RedME4BL were obtained from central chemical. Salt (NaCl) was purchased from Ittehad Chemicals. A plain weave cotton fabric was purchased from a local textile industry. All the chemicals and reagents were used as received. All solutions were made in distilled water of electrical conductivity below 3 μS/cm.
B. PRE-TREATMENT OF COTTON FABRIC
1) DESIZING
It is the process of removing the size material from the fabric. Sizing agents are selected based on the type of fabric. First, we desize our fabric by enzymatic desizing. Enzymatic desizing is a type of desizing in which starch is used as a desizing agent on cotton fabric with the help of an enzyme. Enzymes are soluble bio-catalysts, complex organic, formed by living organisms that cannot take part in that reaction except to speed up the chemical reaction.
2) RECIPE OF ENZYMATIC DESIZING
3) SCOURING
Scouring is a method that is mainly used to remove the contaminations from the fabric surface, such as wax, gums, oils, solid dirt, and soluble impurities normally found in textile material. The cotton is treated with a solution containing detergent, alkali, and a wetting agent for the elimination of metal ions and contaminations. The main purpose of scouring is the removal of fats and waxes to improve the water absorbency of cotton fabric. Polyacrylates are mostly used as a special surfactant for the scouring process, at high temperatures [21].
4) RECIPE OF ENZYMATIC SCOURING
5) BLEACHING
Bleaching is a process, which is used to increase the fabric’s brightness and color. It enhances the whitening of textile material by removing undesired components, pigmentation, and coloring spots, which normally appear when fabric passes through different processes. Bleaching is a major phase in the pre-treatment process of textiles and the most commonly used bleach for cotton is hydrogen peroxide bleach [23].
6) RECIPE OF HYDROGEN PEROXIDE BLEACH
The purpose of using hydrogen peroxide as a bleaching agent for cotton or cellulosic material is because hydrogen peroxide is environment friendly [24].
After the pre-treatment process, the fabric is dried in dryer machine, the temperature of the dryer machine is 110° C, which is normally kept consistent for 1 minute. After pretreatment, the specifications of the fabric are given in Table I.
TABLE I
SPECIFICATIONS OF USED FABRIC
|
Name |
Cotton |
|
Weave structure |
Plain weave 1×1 |
|
GSM (gm/m²) |
150 |
|
Warp count (Ne) |
40 |
|
Weft count (Ne) |
36 |
|
Ends per inch |
120 |
|
Picks per inch |
100 |
C. PREPARATION AND APPLICATION OF DYEING
Treatment with DCE:
For amination:
2) MODIFICATION OF COTTON USING 1,2 DICHLOROETHANE
The cotton sample was treated with the emulsion of DCE and water utilizing diverse convergences of dye for a given time and temperature. After the DCE treatment, the specimens were subjected to amination with ammonium hydroxide using a fixed concentration at a given time and temperature.
3) DYE RECIPE FOR CHITOSAN REACTIVE DYEING
4) MODIFICATION OF COTTON USING CHITOSAN
The cotton fabric is immersed in the solution of chitosan overnight. The next morning, the sample was washed with normal water and then exposed to the dyeing process according to the given above temperature and pressure. After dyeing, the sample was subjected to curing for fixation and finishing at 150ᴼC for 1 minute, and then the sample was dried at the mentioned temperature and time as per indicated above.
Forsake of comparison fabric samples were also dyed with common slat.
5) DYE RECIPE BY USING COMMON SALT
6) DYEING PROCESS USING SALT
The cotton fabric is dyed with red reactive dye using salt at the given temperature and time by using the exhaust method. The purpose of using salt is to increase the affinity of dye to fiber.
1) ANTIBACTERIAL ACTIVITY
Fabric was assessed for the anti-bacterial activity by using this test method. AATCC 147 is used to detect bacterial activity on textile materials [21].
2) COLORFASTNESS TO CROCKING
Fabric was assessed by using AATCC TM8 for the crocking. It concludes the quantity of color shifted from the surface of dyed textile material to other surfaces by rubbing [25].
The fabric was assessed by using this test technique for lightfastness. The pieces were cut in the size of 12cm long and 6cm wide from each sample. After cutting, round each one and tape the edges of the sample later attach to the specimen holder. These holders are set into the light fastness tester. Then the experiment is continued for 24 hours. The specimen was taken from the light fastness tester and measured their values by using greyscale, after 24 hours.
4) K/S SHADE DEPTH
The fabric was assessed by using AATCC Test Method 182 to portray assurance of the color strength of a dye. This method is used to regulate the color strength of a dye sample compared to a reference dye employing spectrophotometric transmittance measurements on solutions of each sample [26].
The depth of color of dyed fabrics was examined by a spectrophotometer. It was analyzed by evaluating the K/S values of samples. The color strength typically known as (K/S) was calculated at the wavelength of maximum absorption (λmax) for each sample of dyed fabrics. A spectrophotometer (Color measuring instrument) concludes the K/S value of a given fabric sample through the Kubelka-Munk equation which is as follows [27].
K/S = (1 - R) ² / 2R
Where
K = absorption co-efficient
S = scattering co-efficient of dyes
And
R = reflectance percentage of material which is illuminated with light of a recognized wavelength.
This value signifies the lessening proportion of light due to absorption and scattering, which is based on reflectance. It also characterizes an easy way to determine a color as a concentration and the nature of the coloring material layer [28]. The concentration of color falls if the value of reflectance rises, and vice versa.
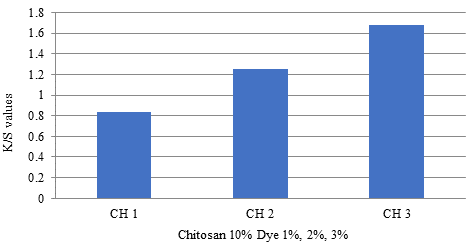
The function of color strength K/S is directly proportional to the concentration of color inside the substrate [29]. The color difference between untreated, salt-treated, chitosan-treated, and 1,2 dichloroethane-treated samples was also evaluated. Cotton samples pretreated with chitosan (10%) were evaluated using reactive dye with different concentrations which are 1%, 2%, and 3% for exhaustion. The liquor-to-fabric ratio was 1:20 (owf) [30]. For comparison, other cotton samples were pretreated by 1,2 dichloroethane (16%) followed by ammonium hydroxide (10%) and were examined using reactive dye having different concentrations as same as chitosan. The liquor ratio to fabric was 1:50 (owf). I also take salt reactive treated samples for another comparison, salt concentration is 40% having a liquor ratio of 1:20 (owf) with three different concentrations as same as both above mentioned.
K/S values help to determine the amount of dye present within the fabric. The results illustrate that cationization improves the cotton’s dye ability and is attributed to the adsorption of cationic agent on the cotton surface creating positive centers which are capable of attracting anionic dyes [4].
TABLE II
COLOR STRENGTH OF COTTON USING CHITOSAN REACTIVE DYEING
|
Dye concentration |
Chitosan concentration |
Wavelength |
CV- single wavelength |
|
1% |
CH 1 10% |
555 |
0.837 |
|
2% |
CH2 10% |
555 |
1.253 |
|
3% |
CH3 10% |
555 |
1.681 |
FIGURE 1. Shade depth of chitosan treated samples
TABLE III
COLOR STRENGTH OF COTTON USING 1,2 DICHLOROETHANE REACTIVE DYEING
|
Dye concentration |
1,2 Dichloroethane concentration |
Wavelength |
CV- single wavelength |
|
1% |
16% |
555 |
0.883 |
|
2% |
16% |
555 |
1.367 |
|
3% |
16% |
555 |
1.735 |
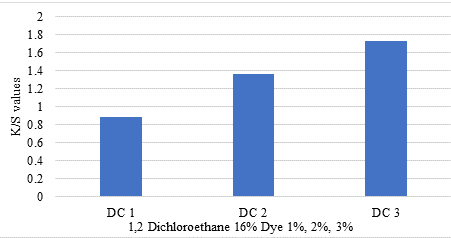
FIGURE 2. Shade depth of 1,2 dichloroethane treated samples
TABLE IV
COLOR STRENGTH OF COTTON USING SALT REACTIVE DYEING
|
Dye concentration |
Salt concentration |
Wavelength |
CV- single wavelength |
|
1% |
40% |
550 |
0.746 |
|
2% |
40% |
550 |
1.235 |
|
3% |
40% |
550 |
1.712 |
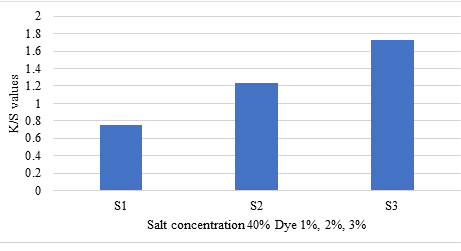
FIGURE 3. Shade depth of Salt treated samples
TABLE V
COMPARISON OF COLOR STRENGTH OF ALL SAMPLES
|
Dye |
Chitosan (CH) |
1,2 Dichloroethane (DC) |
Salt (S) |
|
1% |
CH1 = 0.837 |
DC1 = 0.883 |
S1 = 0.746 |
|
2% |
CH2 = 1.253 |
DC2 = 1.367 |
S2 = 1.235 |
|
3% |
CH3 = 1.681 |
DC3 = 1.735 |
S3 = 1.712 |
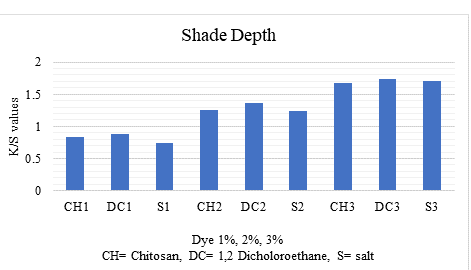
FIGURE 4. Comparison of all samples
Figure 4 shows the combined result of shade depth of all samples. It shows that when the dye concentration is 1%, and it is applied to both cationized samples and salt-treated fabrics, the shade depth of dichloroethane appears more than chitosan and salt. When the dye concentration increases to 2%, then still 1,2 dichloroethane has more shade depth than chitosan and salt. Now finally the concentration of dye comes to 3%, it still seems that 1,2 dichloroethane has better shade depth than chitosan and salt. But using chitosan, another beneficial property is present as well which is anti-bacterial property. Chitosan also gives better shade depth in comparison to salt as well as in comparison with dichloroethane because it gives shade depth nearer to 1,2 dichloroethane values and also gives anti-microbial property to the sample and makes the sample or fabric eco-friendly.
TABLE VI
CROCK FASTNESS OF CHITOSAN-TREATED SAMPLES
|
Sample name |
Dry crocking rating |
Wet crocking rating |
image |
|
CH1 |
4-5 |
2-3 |
|
|
CH2 |
4-5 |
3 |
|
|
CH3 |
4-5 |
2-3 |
|
B. CROCK FASTNESS
The crock fastness of chitosan, 1,2 dichloroethane, and salt are shown in Table vi, vii, and viii respectively. The dry crocking fastness of all samples is good enough and the wet crocking fastness of all samples is also satisfactory. The reason behind the good wet crock fastness is that some unfixed dye is removed by rubbing, the unfixed dye range that is also considered satisfactory [3].
TABLE VII
CROCK FASTNESS OF 1,2 DICHLOROETHANE TREATED SAMPLE
|
Sample name |
Dry crocking rating |
Wet crocking rating |
image |
|
DC1 |
5 |
4-5 |
|
|
DC2 |
5 |
4-5 |
|
|
DC3 |
5 |
2-3 |
|
TABLE VIII
CROCK FASTNESS OF THE SALT TREATED SAMPLE
|
Sample name |
Dry crocking rating |
Wet crocking rating |
image |
|
S1 |
4-5 |
2-3 |
|
|
S2 |
4 |
2-3 |
|
|
S3 |
4-5 |
2-3 |
|
The lightfastness of chitosan, 1,2 dichloroethane, and salt are shown in the Tables ix, x, and xi, respectively. These results display that the color fastness of all dyed samples is excellent when exposed to light. This is due to the favorable electron arrangement of the dye. It was also noted that all fabric samples treated with chitosan exhibited equally impressive lightfastness due to their deeper penetration. The moisture absorption of chitosan-treated cotton samples was examined, revealing a modest improvement in their wetting ability [1]. The lightfastness of chitosan-treated samples was notably influenced by the prevailing moisture conditions. Therefore, any decrease in lightfastness in treated samples may be linked to alterations in moisture levels [2].
TABLE IX
LIGHT FASTNESS OF CHITOSAN-TREATED SAMPLES
|
Sample name |
Light fastness rating |
Image |
|
CH1 |
6-7 |
|
|
CH2 |
6-7 |
|
|
CH3 |
6-7 |
|
TABLE X
LIGHT FASTNESS OF 1,2 DICHLOROETHANE-TREATED SAMPLES
|
Sample name |
Light fastness rating |
Image |
|
DC1 |
6-7 |
|
|
DC2 |
6-7 |
|
|
DC3 |
6-7 |
|
TABLE XI
LIGHT FASTNESS OF SALT-TREATED SAMPLES
|
Sample name |
Light fastness rating |
Image |
|
S1 |
6-7 |
|
|
S2 |
6-7 |
|
|
S3 |
6-7 |
|
Figures 5. a and 5. b show the antibacterial activity of salt-treated cotton against Staphylococcus Aureus and E.coli, respectively. There is no inhibition occurringin these two samples.
The next 5. c and 5.d fig shows the same results after 1,2 dichloroethane-treated cotton against Staphylococcus Aureus and E.coli respectively. The last two figures 5. e and 5. f show antibacterial activity on chitosan-treated fabric against staphylococcus Aureus and E.Coli respectively. The zone of inhibition for Staphylococcus aureus and E.coli shows that the cotton fabric has good antimicrobial effects by presenting very strong antimicrobial resistance [31]. The 1st sample of both cases, exhibited very low antimicrobial activity but all other samples exposed good resistance against Staphylococcus aureus and E.coli when the concentration of dye was increased. E.Coli is more resistant than staphylococcus Aureus after chitosan-treated fabric because E.Coli is a gram-negative bacteria that lack peptidoglycan in comparison to Staphylococcus Aureus, which is a gram-positive bacteria that contain peptidoglycan bacteria in it cell wall [32]. The antimicrobial action of chitosan is attributed to the presence of positively charged amino groups in its polymer structure, facilitating ionic interactions with the components of bacterial cell walls. This interaction suggests the occurrence of peptidoglycan hydrolysis within the bacterial cell wall, resulting in the release of intracellular electrolytes. Consequently, this process leads to the death of the microorganism, preventing bacterial reproduction [31]–[35].

FIGURE 5. Antibacterial activity on all samples
Conclusively, this study achieved the proposed salt-free reactive dyeing technique for cotton fabric through the use of Chitosan and DCE. Chitosan and DCE treatments introduced amino groups that enhanced dye affinity, while protonation in acidic conditions attracted dyes to the fiber, reducing the need for salt in slightly acidic baths. Additionally, excellent dye exhaustion was observed in the modified cotton, with DCE-treated samples exhibiting slightly higher exhaustion and Chitosan-treated samples offering antibacterial properties. This work highlighted the feasibility of dyeing cationized cotton with eco-friendly reactive dyes, eliminating the need for salt and reducing dye effluent.
[1] S. NicDhuinnshleibhe, "A brief history of dyestuff and dyeing," presented at the Runestone Collegium, 2000.
[2] D. P. Chattopadhyay, "Cationization of cotton for low-salt or salt-free dyeing," Ind. J. Fibre Text. Res., vol. 26, no. 1–2, pp. 108–115, 2001
[3] M. C. Bonneau, "The chemistry of fabric reactive dyes," J. Chem. Edu., vol. 72, no. 8. Art. no. 724, Aug. 1995, doi: https://doi.org/10.1021/ed072p724
[4] A. Georgieva and D. Pishev, "Dyeing of cellulose textile material with reactive dyes," Acad. J., vol. 53, no. 3, p. 65.
[5] P. K. Dutta, J. Duta, and V. S. Tripathi, "Chitin and chitosan: Chemistry, properties and applications," J. Sci. Ind. Res., vol. 63, no. 1, pp. 20–31, 2004
[6] D. P. Chattopadhyay, R. B. Chavan, and J. K. Sharma, "Salt-free reactive dyeing of cotton," Int. J. Cloth. Sci. Technol., vol. 19, no. 2, pp. 99–108, 2007, doi: https://doi.org/10.1108/09556220710725702
[7] G. R. Gamble, "Cotton fiber chemical differences and their effect on frictionbehavior: A comparison of two crop years in the ATMI/ARS leading cultivars study," J. Cotton Sci., vol. 64, pp. 56–64, 2005.
[8] M. Kanik and P. J. Hauser, "Printing cationized cotton with direct dyes," Text. Res. J., vol. 74, no. 1, pp. 43–50, 2004, doi: https://doi.org/10.1177/004051750407400108
[9] E. Acuner and F. B. Dilek, "Treatment of tectilon yellow 2G by Chlorella vulgaris," Process Biochem., vol. 39, no. 5, pp. 623–631, 2004, doi: https://doi.org/10.1016/S0032-9592(03)00138-9
[10] L. Frazer, "A cleaner way to cotton," Environ. Health Perspect., vol. 110, no. 5, pp. 252–254, 2002.
[11] R. S. Blackburn and S. M. Burkinshaw, "Treatment of cellulose with cationic, nucleophilic polymers to enable reactive dyeing at neutral pH without electrolyte addition," J. Appl. Polym. Sci., vol. 89, no. 4, pp. 1026–1031, May 2003, doi: https://doi.org/10.1002/app.12226
[12] K. Smetana et al., "Effect of chemical structure of hydrogels on the adhesion and phenotypic characteristics of human monocytes such as expression of galectins and other carbohydrate-binding sites," Biomaterials, vol. 18, no. 14, pp. 1009–1014, July 1997, doi: https://doi.org/10.1016/S0142-9612(97)00037-9
[13] M. S. Kanana, M. Gobalakrishnan, S. Kumaravel, R. Nithyanandan, K. Rajashankar, and T. Vadicherala, "Influence of cationization of cotton on reactive dyeing," J. Text. Apparel. Technol. Manag., vol. 5, no. 2, pp. 1–16, 2006.
[14] A. El Shafie, M. M. G. Fouda, and M. Hashem, "One-step process for bio-scouring and peracetic acid bleaching of cotton fabric," Carbohydr. Polym., vol. 78, no. 2, pp. 302–308, Sep. 2009, doi: https://doi.org/10.1016/j.carbpol.2009.04.002
[15] J. Geis, "Colorfastness to crocking testing," Manufacturing Solutions Center, 2017.
[16] A. B. V. Kumar, M. C. Varadaraj, L. R. Gowda, and R. N. Tharanathan, "Characterization of chito-oligosaccharides prepared by chitosanolysis with the aid of papain and Pronase , and their bactericidal action against Bacillus cereus and Escherichia coli," Biochem. J., vol. 391, no. 2, pp. 167–175, 2005, doi: https://doi.org/10.1042/BJ20050093
[17] A. Percot, C. Viton, and A. Domard, "Optimization of chitin extraction from shrimp shells," Biomacromolecules, vol. 4, no. 1, pp. 12–18, Nov. 2003, doi: https://doi.org/10.1021/bm025602k
[18] R. Shepherd, S. Reader, and A. Falshaw, "Chitosan functional properties," Glycoconj. J., vol. 14, no. 4, pp. 535–542, June 1997, doi: https://doi.org/10.1023/A:1018524207224
[19] N. V. Toan, T. T. Hanh, and P. V. M. Thien, "Antibacterial activity of chitosan on some common food contaminating microbes," Open Biomater. J., vol. 4, pp. 1–5, July 2013, doi: https://doi.org/10.2174/1876502501304010001
[20] I. S. Arvanitoyannis, "Totally and partially biodegradable polymer blends based on natural and synthetic macromolecules: preparation, physical properties, and potential as food packaging materials," J. Macromol. Sci. Part C Polym. Rev., vol. 39, no. 2, pp. 205–271, 1999, doi: https://doi.org/10.1081/MC-100101420
[21] E. Karapinar and M. O. Sariisik, "Scouring of cotton with cellulases, pectinases and proteases," Fibres Text. East. Eur., vol. 12, no. 3, pp. 79–82, 2004.
[22] Asaduzzaman, M. R. Miah, F. Hossain, X. Li, Zakaria, and H. Quan, "A study on the effects of pre-treatment in dyeing Properties of Cotton Fabric and Impact on the Environment," Text. Sci. Eng., vol. 6, no. 5, pp. 1–5, 2016.
[23] N. Abdullah and F. Sulaiman, "The oil palm wastes in Malaysia," in Biomass Now-Sustainable Growth and Use, M. D. Matovic, Ed., BoD - Books on Demand, 2013, pp. 75–93.
[24] S. B. Abdul and G. Narendra, "Accelerated bleaching of cotton material with hydrogen peroxide - accelerated-bleaching-of-cotton-material-with-hydrogen-peroxide," J. Text. Sci. Eng., vol. 3, no. 4, Art. no. 1000140, 2013.
[25] M. Curry, "AATCC 147, Antibacterial activity assessment of textile materials," Manufacturing Solutions Center, 2017.
[26] American Association of Textile Chemists and Colorists, "Relative color strength of dyes in solution technically equivalent to ISO 105-Z10," https://www.herculesebooks.com/index/AATCC.PDF (updated, 2011).
[27] B. P. Saville, Physical testing of textiles. Woodhead Publishing, 1999.
[28] M. A. R. Bhuiyan, A. Shaid, and M. A. Khan, "Cationization of cotton fiber by chitosan and its dyeing with reactive dye without salt," Chem. Mater. Eng., vol. 2, no. 4, pp. 96–100, 2014, doi: https://doi.org/10.13189/cme.2014.020402
[29] M. Sadeghi-Kiakhani and S. Safapour, "Salt-free reactive dyeing of the cotton fabric modified with chitosan-poly(propylene imine) dendrimer hybrid," Fibers Polym., vol. 16, no. 5, pp. 1075–1081, June 2015, doi: https://doi.org/10.1007/s12221-015-1075-9
[30] T. Oktem, "Surface treatment of cotton fabrics with chitosan," Color. Technol., vol. 119, no. 4, pp. 241–246, July 2003, doi: https://doi.org/10.1111/j.1478-4408.2003.tb00179.x
[31] R. C. Goy, S. T. B. Morais, and O. B. G. Assis, "Evaluation of the antimicrobial activity of chitosan and its quaternized derivative on E . coli and S . aureus growth," Rev. Bras. Farmacogn., vol. 26, no. 1, pp. 122–127, 2016, doi: https://doi.org/10.1016/j.bjp.2015.09.010
[32] C. I. Pearce, J. R. Lloyd, and J. T. Guthrie, "The removal of colour from textile wastewater using whole bacterial cells: A review," Elsevier, vol. 58, no. 3, pp. 179–196, Sep. 2003, doi: https://doi.org/10.1016/S0143-7208(03)00064-0
[33] S. A. S. Chatha et al., "Significance of chitosan to improve the substantivity of reactive dyes," J. Chil. Chem., vol. 61, no. 2, pp. 2895–2897, June 2016, doi: http://dx.doi.org/10.4067/S0717-97072016000200009
[34] M. Iftikhar, "Rubbing , ironing and dry cleaning fastness of reactive dyed cotton knitted fabric as influenced by salt , alkali and dye," Int. J. Agric. Biol., vol. 3, pp. 109–112, 2001.
[35] M. F. Shahin, "The Influence of cationization on the dyeing performance of cotton fabrics with direct dyes," J. Eng. Res. Appl., vol. 5, no. 8, pp. 62–70, 2015.

















