Development of Green/Skin-friendly Textiles by Minimizing Formaldehyde Content in Pigment Printing
Muhammad Irfan Siyal 1, Sidra Saleemi 2*, Noorullah Soomro3, and Raja Fahad Qureshi4
1Department of Textile Engineering, National Textile University, Pakistan
2Institute of Polymer and Textile Engineering, University of the Punjab, Lahore, Pakistan
3Namangan Institute of Textile Industry, Republic of Uzbekistan
4Department of Textile Engineering, Mehran University of Engineering and Technology, Pakistan
Abstract
This study aims to reduce the content of formaldehyde in pigment printed cotton fabric with deep shades. A hand screen printing method was applied using various curing temperatures and concentrations of urea for preparation of skin-friendly products. The woven, bleached fabrics were printed following a precise process of screen printing and these samples were dried and curried for proper fixation. Standard test procedures were followed to assess the content of H-CHO (formaldehyde) during washing and rubbing. H-CHO contents were instantly reduced by increasing the temperature of the printed fabric during curing. The best outcome for wet and dry fastness of rubbing was achieved at 160˚C, while a little enhanced rubbing outcomes were observed when the concentration of urea was 2% at a fixation temperature of 150˚C. The final product may be effectively used for clothing purpose, meeting the OEKO-TEX® Standard 100 standard for low formaldehyde content
1. Introduction
Most textiles are printed with pigments because of their appreciable benefits [1]. These advantages include versatility regarding end use, easy processing, applicability to nearly each type of fiber or blend, and lack of need for any wash after curing of printed fabrics [2]. However, printing with pigment had few critical issues such as high fixation temperature compared to dyeing process. In addition to this, printed fabrics have more stiffness as compare to dyeing as dye, bad rubbing fastness, and high contents of formaldehyde. Pigment printed fabrics need to be cured with fixing on the surface of fabric with covalent bonds. Pigments require high fixation temperature. Hence, various processes and techniques have been designed to decrease the fixation temperature as high temperature requires high energy and it also affects the thermal degradation properties of fabrics [2], [3] All major fastness properties such as washing fastness, rubbing fastness, color strength of fabric printed with pigment depend primarily on concentration and type of binder and time and temperature of curing of these samples [4], [5]. Designing an eco-friendly binder for pigment printing is most important part in pigment printing, as it not only produces environment friendly but high-quality products [6], [7].
Formaldehyde, being an additive or precursor has superior binding and adhesive properties. Therefore, it has been used extensively in clothing and manufacturing as a glue and resin to make crease free fabrics, enhance the dimensional stability of fabrics, increase the colorfastness of dyes, provide a fire-retardant finish for most of fabrics, and act as an adhesive for printing the fabric. Resins and glues containing H-CHO contents are not only highly functional and productive but also economical [8]. H-CHO contents are contained in a number of products including melamine resin, phenol and urea formaldehyde resin. These are produced through simple reaction of phenol, melamine and urea with formaldehyde, respectively.
The textile industry uses pigment printing paste to print over 25,000 km of fabrics every day. Phenol melamine and urea formaldehyde resins are utilized as a cross-linker between the binders and fibers in printing process. These binders or cross-linkers are also very useful in carpentering because of their strong adhesive force [9], [10].
There has been recent research on detection method of formaldehyde in textiles. This method is based on screening textile-emitted formaldehyde via a porous glass sensor. This method is suitable for on-site screening, unlike traditional methods. Hence onsite measurement and detection of formaldehyde while ongoing production is also possible these days [11]. While, the methods of formaldehyde measurement as well as the extraction method of formaldehyde from textiles is also important [12]. However, textile fabric treated with titanium dioxide with their photocatalytic activity have also been recently used to remove formaldehyde from indoor air [13].
Reaction of urea and formaldehyde involves two steps. The first step causes protonation in the oxygen atom, while in the second step, the formaldehyde molecule is polarized and attacks the amide nitrogen of urea. The reaction mechanism between urea and formaldehyde and its chemical structure is shown in Fig 1.
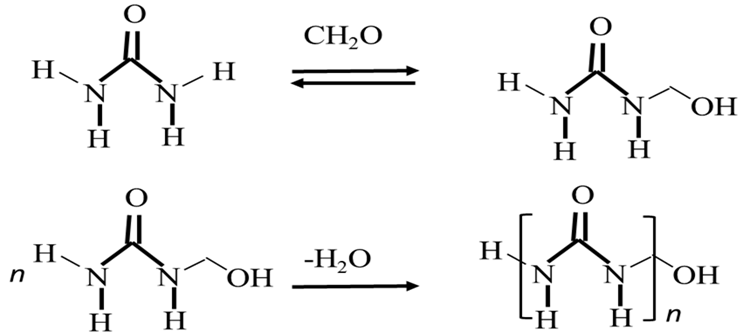
FIGURE 1. Reaction of Formaldehyde and Urea with their mechanism
Despite the health effects, it has been used continuously as a precursor or additive because there is no other economical substitute. The textile industry requires cost-effective methods to decrease formaldehyde emissions during curing of the print paste. Health effects of formaldehyde include short term symptoms such as severe itching in the eyes and nose and chronic cough, phlegm, wheezing, and attacks of breathlessness and asthma in the long-term effects [14]. It is also related to serious diseases such as nasopharyngeal cancer probably leukemia [15], [16], and toxic effects on nervous system. For these reasons, its use is restricted especially in direct skin contact textiles and garments [17], [18]. Most European countries restricted the use of formaldehyde and the limits are set by OEKO-TEX which is a global evaluation with certification for all kinds of textiles. The OEKO-TEX®-100 standard limits the use of formaldehyde content in textiles according to their application and end-use. Table I indicates the recommended limits of formaldehyde content in different textile substrates.
TABLE I
LIMITS ON FORMALDEHYDE CONTENT OF TEXTILES
|
Limits on Formaldehyde Content of Textile. (OEKO-TEX® Standard 100) |
||
|
Type of Contact |
PPM |
|
|
Babywear |
0 |
|
|
Direct Skin Contact |
75 |
|
|
Indirect Skin Contact |
300 |
|
|
Decoration Materials |
300 |
|
In this study, an effective approach was designed to minimize the contents of H-CHO in fabric which were getting printed with pigments. The point of focus of this research was to minimize formaldehyde by using urea, and to find the influence of urea on color fastness properties of the fabric printed with pigments. Results revealed that fixation at 160 ˚C show best overall dry and wet rubbing fastness results, while the best reduction of formaldehyde was achieved at 140 ˚C.
MATERIALS AND METHODS
An industrially prepared bleached woven fabric, ready to printing, with a GSM (136 g/m2) and a 1/1 plain structure of weave was used in this research. The screen printing was applied with different concentration of Urea in pigment printing recipe ingredients and printed fabric was dried and curried at different fixation temperature. This fabric was provided by Popular Textiles Limited Karachi, Pakistan for research purpose. Pigment printing ingredients including Pigment HBP, binder 77N, thickener CA, antimussol SRD, printogen RM, urea and ammonia, were kindly supplied by Clariant, Pakistan.
Preparation of printing paste was formulated by making shade of 6%. The recipe of the shade binder included: 77N 16%), pigment HBP (6%), printogen RM (0.5%), (antimussol SRD (0.2%), thickener CA (1.5%), urea (0-4%), ammonia (0.3%), fixative WB (1.5%), softener WP (1.5%) and distilled water. A stirrer was used to prepare the printing paste, and viscosity was measured on a viscometer Brookfield AMETEK in the range of 6500-7500 cp.
The printing recipe was prepared with the optimum recommended amount of ingredients by Clariant chemicals. Water, binder, fixer, thickener and pigment were added to the recipe step by step. The ingredients were mixed well using a paste mixer. Looking into the uniformity and viscosity of paste at around 10000 centipoises the mixing was stopped.
All samples used in this research work were printed by using different concentrations of urea (0–4%) as usually up to 4% shades are dark enough to be printed and more than 4% pigment can also lead to very poor rubbing and washing fastness. Application of printing paste was made by simple hand screen printing method, as shown in Figure 2, followed by drying and curing. Figure 2 shows step by step printing method of hand screen printing method applied for the samples. Printed samples were dried by using a laboratory scale Mini-Dryer (Rapid R-3) at a temperature of 110˚C for the time of 90 seconds through convective heating. After that each recipe of printed sample was cured at 140˚C, 150˚C, and 160˚C for the time of 5 minutes using the same dryer to properly fix the pigment on the surface of fabrics.
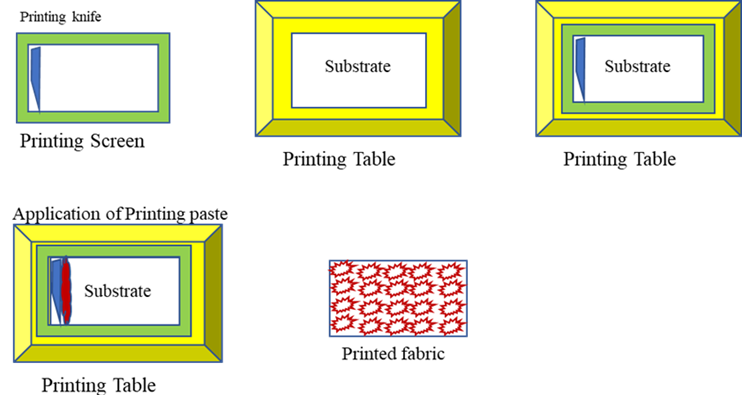
FIGURE 2. Hand screen printing steps
Printed samples were evaluated by three tests which were performed on each printed sample: namely formaldehyde testing, and color fastness to washing and color fastness to rubbing. The details of each testing method are given in the following subsections.
Formaldehyde contents were measured by a high precision and high accuracy Morapex formaldimeter in Clariant laboratories Karachi. Figure 3 illustrates the different steps of sample measurement. A forced desorption method was used to extract formaldehyde from the fabric and contain it in a solution having a special reagent in a test tube. After tightening the lid of the test tube, it was well shaken and then heated up to 60 °C and then was allowed to cool at room temperature. A rectangular cell was used then to collect the solution from the test tube. It was then put into the instrument and a sample weight was entered [16]. The steps of formaldehyde testing are shown in Fig. 3. The standard of testing formaldehyde is given below: Hydrolyzed and Free Formaldehyde ISO 14184-2 (Japanese method – 112). Released Formaldehyde ISO 14184-1 (AATCC METHOD – 112) is given below:
For calculation and expression of the results using the above method, following steps were applied:
For each test specimen, Adjust the absorbance according to give formula:
A = As – Ab – Ad (1)
where
A is the corrected absorbance
As is the measured absorbance of the test specimen
Ab is the measured absorbance of the blank reagent
Ad is the measured absorbance of blank specimen (applicable in case of discoloration or other contamination)
In order to determine the concentration of formaldehyde in ug/ml from the calibration curve, use the corrected absorbance value. This value is used to calculate the amount of formaldehyde extracted for each specimen (F) to the nearest mg/kg using the given equation:
F=(C×100)/W, (2)
Where C is the concentration of formaldehyde in solution (in mg/l) obtained from the calibration graph.
W= mass of test specimen in grams
Calculate the arithmetic mean of values obtained for all specimens. If the resulting mean value is less than 20 mg/kg, it is reported as 'not-detectable'.
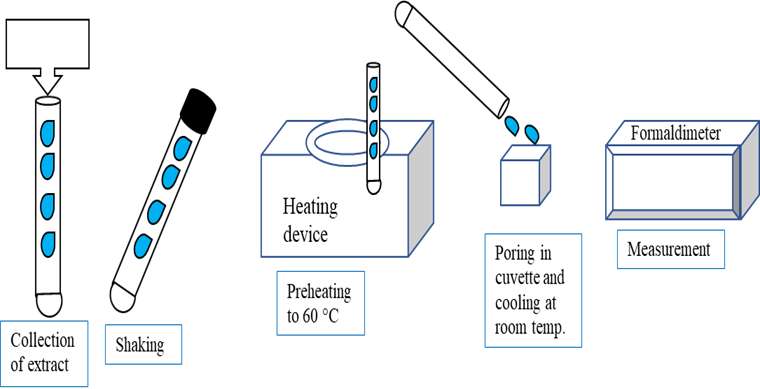
FIGURE 3. Steps of Formaldehyde testing
The color fastness to washing test was conducted in accordance with BS EN ISO 105-C10 standard. The extent of color change was evaluated by using the ISO: 105-A05 standard while the, degree of color staining was evaluated by using ISO: 105-A04 standard [19]. Succeeding to washing process, the printed fabric sample attached with multi fibers stripes fabric, which was then rated 1-5, where 1 means poor fastness and 5 means excellent fastness using a grey scale and staining scale.
Rubbing fastness test was conducted in accordance with BS EN ISO 105-X12:2002 standard using crock meter. The results were rated using a grey scale for color transfer on white fabric attached to the crock meter figure. The number of cycles of rubbing finger and crocking length was followed as per the standard.
III. RESULTS
A. FORMALDEHYDE CONTENT IN PIGMENT PRINTED FABRICS
The content of formaldehyde was measured in parts per million (PPM). It was observed that the quantity of free formaldehyde content was 266 PPM less than that of release formaldehyde. Investigating the usage of urea in order to minimize formaldehyde content, we noted that the improving percentage of urea in the paste gradually reduces the as shown in Fig. 4 (a) and (b). This is because of the natural tendency of formaldehyde to react with urea.
Furthermore, as described earlier, the curing temperature of pigment printing significantly influenced the reduction of formaldehyde content. Measurement of free formaldehyde indicated those parts per million content of formaldehyde was progressively reduced by rising the temperature. Specifically, at 140 ˚C the content reduced to 19 PPM, at 150˚C reduce to 17 PPM and at 160˚C minimized up to 15 PPM.
Similarly, released content of formaldehyde was also decreased by increasing the urea concentration. The formaldehyde content was decreased to 281 PPM at 140˚C, by improving the percentage of urea up to 4%. In the same way, both urea concentration and temperature significantly contributing to lowering the formaldehyde content as the temperature was gradually increased to 160˚C [19]. The lowest recorded content using the released test was 191 PPM at 160˚C when urea is 4%. This range is considered satisfactory for tops and outwear [20]. The real production data indicates that the formaldehyde content is higher compared to the lab scale, i.e., 670 PPM in Release formaldehyde and 59 PPM in free formaldehyde.
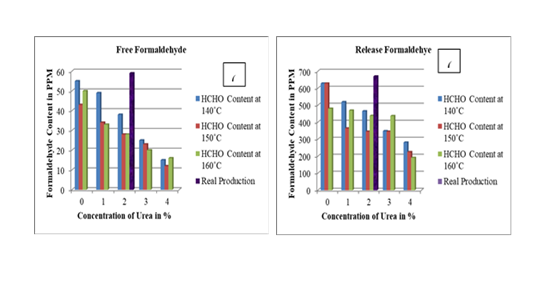
FIGURE 4. (a) Influence of Urea Concentration and Temperature on Content of Free Formaldehyde (b) Influence of Urea Concentration and Temperature on Content of Release Formaldehyde
B. INFLUENCE OF TEMPERATURE AND UREA ON WASH FASTNESS TEST
The washing fastness outcomes for change in color and staining on white are depicted in Table 1. The data indicates that increasing the urea concentration from 0% to 4% in the printing paste did not affect washing fastness, it means urea has insignificant effect on washing properties of pigment printed goods. Curing at 150˚C demonstrate significantly better results as compared to 140˚C and 160˚C. Table II clearly presents that over-heated and moist samples result in decreased washing fastness of pigment printed cotton textiles were rated as 4 for both change in color and staining on white.
C. INFLUENCE OF TEMPERATUREAND AND UREA ON RUBBING FASTNESS TEST
Table III presents the rubbing fastness results of pigment printed samples. The data clearly showed that at 150˚C, the rubbing fastness of printed samples were superior comparative to other two temperatures in various concentrations of urea. In case of dry rubbing at 150˚C, the highest rating was 5, whereas the lowest rating was 3 at 140˚C. However, while wet rubbing the maximum rating at 150˚C and 160˚C was 4 when urea was 2%, while the lowest wet rubbing rating at 140˚C was 2/3 when urea was 2%. A slight decrease in both cases was noted at 2% urea when cured at 140˚C. It was found that the rubbing fastness of printed textile of actual production was 3/4 for dry rubbing and 3 for wet rubbing.
TABLE II
INFLUENCE OF TEMPERATURE AND UREA% ON WASHING FASTNESS
|
Urea (%) |
140˚C |
150˚C |
160˚C |
Real Production |
||||
|
COS |
SOW |
COS |
SOW |
COS |
SOW |
COS |
SOW |
|
|
Zero |
4 |
4 |
4/5 |
4/5 |
4 |
4 |
|
|
|
1 |
4 |
4 |
4/5 |
4/5 |
4 |
4 |
|
|
|
2 |
4 |
4 |
4/5 |
4/5 |
4 |
4 |
4 |
4 |
|
3 |
4 |
4 |
4/5 |
4/5 |
4 |
4 |
|
|
|
4 |
4 |
4 |
4/5 |
4/5 |
4 |
4 |
|
|
- COS: Change of Shade
- SOW: Staining on White
TABLE III
INFLUENCE OF TEMPERATURE AND UREA% ON RUBBING FASTNESS
|
Urea (%) |
140˚C |
150˚C |
160˚C |
Real Production |
||||
|
Dry |
Wet |
Dry |
Wet |
Dry |
Wet |
Dry |
Wet |
|
|
Zero |
4 |
¾ |
4/5 |
¾ |
4 |
3 |
|
|
|
1 |
4 |
¾ |
4/5 |
¾ |
4 |
3/4 |
|
|
|
2 |
3/4 |
3 |
5 |
4 |
4/5 |
4 |
¾ |
3 |
|
3 |
3 |
2/3 |
4/5 |
¾ |
4 |
3/4 |
|
|
|
4 |
3 |
2/3 |
4/5 |
¾ |
4 |
3 |
|
|
IV. DISCUSSION
The formaldehyde content was progressively reduced by increasing quantity of urea in printing paste, as given in section 3 and shown in Figures 4 (a) and (b). This reduction may be due to the natural tendency of formaldehyde to react with urea. As mentioned earlier, the curing temperature of pigment printing contributes considerably to the escape of formaldehyde content. It was detected during the determination of free formaldehyde that parts per million contents of formaldehyde were progressively reduced by increasing the temperature. Similarly, both temperature and urea contribute significantly in decreasing the released formaldehyde content as gradually increased up to 160˚C. Zaeem, M., & Chatha describe that at higher temperatures, the increased energy accelerates the reaction between formaldehyde and the fabric fibers, leading toward lower levels of free formaldehyde [19], [20]. Moreover, Toprak, and Anis, P, observed that curing at higher temperatures (around 150°C-160°C) helps in reducing formaldehyde emissions due to the more efficient fixation process [21].
The results presented in section 3 indicate that increasing the urea concentration from 0% to 4% in printing paste did not affect the washing fastness. Rubbing fastness tests yielded very good to excellent results at higher curing temperatures due to complete fixation of pigment. Since urea is hygroscopic agent, hence an increase in urea concentration led to a decrease in rubbing fastness quality yielding fair results. Urea has no adverse effect on the quality of pigment printing fabric as its aids the proper dispersion of pigments, it has very low impact on wash fatness properties as the bonding and interactions between fabric and pigment are mainly govern by curing temperature instead of only urea presence [22]. Additionally, Karim et al. emphasize that curing temperatures above the optimum range could result in weakening of the textile structure, degradation of the fiber-pigment interactions, causing an irreversible loss in wash fastness [23]. Hence, curing parameters should be controlled carefully to maintain the fabric properties of pigment-printed fabrics. Dessie et al. observed that the addition of urea improves abrasion resistance, particularly when combined with optimal curing conditions [24]. Curing temperature directly distresses the bonding between the fabric and pigment. Cao et al. explain that curing at the precise temperature permits ideal chemical bonding between the textile fibers and the pigment, improving the print's rubbing fastness. Curing under the optimal temperature, such as at 140°C results in unfinished fixation, which results in a lower rubbing fastness [25].
A. CONCLUSION
It is concluded from this research that both urea concentration and printing curing temperature are crucial factors in reducing formaldehyde content in pigment-printed fabrics. Increasing the percentage of urea, and/or raising the curing temperature significantly reduces the content of formaldehyde in pigment printed textiles. By increasing the amount of urea, we were able to achieve formaldehyde content in the required range which is suitable for adult wear. It was found that temperature during curing tends to reduce formaldehyde content in pigment printed fabric. The formaldehyde content was gradually decreased by increasing the range of temperature from 140 to 160˚C during curing. Increasing the concentration of urea did not affect washing fastness rating of pigment printed textiles. A promising rating of 4/5 was obtained at 150 ˚C, which was better than the rating obtained at 140˚C and 160˚C. Similarly, the rubbing fastness of pigment printed fabrics with 2% urea concentration present good results for both 150˚C and 160˚C. Therefore, curing at 150˚C is optimal for achieving good washing and rubbing fastness with lower formaldehyde contents. This work was compared with real-world production, and it was revealed that by increasing the quantity of urea formaldehyde content was reduced. This research can be applied on an industrial scale to control the formaldehyde contents of textiles whether to manufactured for direct or indirect skin contact. Also, the cost of manufacturing while adding urea as well as increasing curing temperature may increase cost. This optimization of cost can be also part of future study. Furthermore, new and green materials may also be searched to be used instead of urea for reducing formaldehyde contents in textiles.
Conflict of Interest
The author of the manuscript has no financial or non-financial conflict of interest in the subject matter or materials discussed in this manuscript.
Data Availability Statement
The data associated with this study will be provided by the corresponding author upon request.
FUNDING DETAILS
No funding has been received for this research.
Bibliography
[1] W. Schwindt and G. Faulhaber, "The development of pigment printing over the last 50 years," Rev. Prog. Coloration Relat. Topics, vol. 14, no. 1, pp. 166–175, June 1984, doi: https://doi.org/10.1111/j.1478-4408.1984.tb00058.x.
[2] M. M. El-Molla, H. S. El-Sayad, M. A. El-Kashouti, and R. S. El-Khawaga, "Use of the newly synthesized aqueous polyurethane acrylate binders for printing cotton and polyester fabrics," Adv. Chem. Eng. Sci., vol. 2, no, Art. no. 18895, 2012, doi: https://doi.org/10.4236/aces.2012.22027.
[3] M. M. El-Molla, K. Haggag, N. Fatma, and N. Shaker, "Part 1: Synthesis and evaluation of novel nano scale powdered polyurethane acrylate binders," Adv. Chem. Eng. Sci., vol. 2, no, Art. no. 18893, 2012, doi: https://doi.org/10.4236/aces.2012.22026.
[4] A. Hu, H. Peng, M. Li, and S. Fu, "Preparation of melamine‐formaldehyde encapsulated fluorescent dye dispersion and its application to cotton fabric printing," Coloration Technol., vol. 135, no. 2, pp. 103–110, 2019, doi: https://doi.org/10.1111/cote.12379.
[5] M. El-Molla and R. Schneider, "Development of ecofriendly binders for pigment printing of all types of textile fabrics," Dyes Pigments, vol. 71, no. 2, pp. 130–137, 2006, doi: https://doi.org/10.1016/j.dyepig.2005.06.017.
[6] H. Wang, "An ultra-low free-formaldehyde durable flame-retarding finishing for ramie fabric," J. Nat. Fibers, vol. 16, no. 4, pp. 545–554, 2019, doi: https://doi.org/10.1080/15440478.2018.1428845.
[7] A. K. Patra and S. R. K. Pariti, "Restricted substances for textiles," Text. Prog., vol. 54, no. 1, pp. 1–101, 2022, doi: https://doi.org/10.1080/00405167.2022.2101302.
[8] L. Berrens, E. Young, and L. Jansen, "Free formaldehyde in textiles in relation to formalin contact sensitivity," J. Occup. Environ. Med., vol. 6, no. 10, Art. no. 424, 1964.
[9] R. M. Novick, M. L. Nelson, M. A. McKinley, G. L. Anderson, and J. J. Keenan, "The effect of clothing care activities on textile formaldehyde content," J. Toxicol. Environ. Health, vol. 76, no. 14, pp. 883–893, Sep. 2013, doi: https://doi.org/10.1080/15287394.2013.821439.
[10] M. Herrero et al., "Early-life exposure to formaldehyde through clothing," Toxics, vol. 10, no. 7, Art. no. 361, June 2022, doi: https://doi.org/10.3390/toxics10070361.
[11] Y. Kawakami, Y. Y. Maruo, T. Nakagawa, and H. Saito, "A screening method for detecting formaldehyde emitted from textile products," Measurement, vol. 62, pp. 41–46, Feb. 2015, doi: https://doi.org/10.1016/j.measurement.2014.11.005.
[12] N. Aldag, J. Gunschera, and T. Salthammer, "Release and absorption of formaldehyde by textiles," Cellulose, vol. 24, pp. 4509–4518, 2017, doi: https://doi.org/10.1007/s10570-017-1393-8.
[13] P.-A. Bourgeois et al., "Characterization of a new photocatalytic textile for formaldehyde removal from indoor air," Appl. Catal. B: Environ., vol. 128, pp. 171–178, Nov. 2012, doi: https://doi.org/10.1016/j.apcatb.2012.03.033.
[14] M. Krzyzanowski, J. J. Quackenboss, and M. D. Lebowitz, "Chronic respiratory effects of indoor formaldehyde exposure," Environ. Res., vol. 52, no. 2, pp. 117–125, Aug. 1990, doi: https://doi.org/10.1016/S0013-9351(05)80247-6.
[15] X. Tang et al., "Formaldehyde in China: production, consumption, exposure levels, and health effects," Environ. Int., vol. 35, no. 8, pp. 1210–1224, Nov. 2009, doi: https://doi.org/10.1016/j.envint.2009.06.002.
[16] A. Songur, O. A. Ozen, and M. Sarsilmaz, "The toxic effects of formaldehyde on the nervous system," in Reviews of Environmental Contamination and Toxicology, David M. Whitacre, Ed., Springer, 2010, pp. 105–118.
[17] D. S. Brookstein, "Factors associated with textile pattern dermatitis caused by contact allergy to dyes, finishes, foams, and preservatives," Dermatol. Clin., vol. 27, no. 3, pp. 309–322, July 2009, doi: https://doi.org/10.1016/j.det.2009.05.001.
[18] T. Gulzar, T. Farooq, S. Kiran, I. Ahmad, and A. Hameed, "Green chemistry in the wet processing of textiles," in The Impact and Prospects of Green Chemistry for Textile Technology, Shahid-ul-Islam & B.S. Butola, Eds., Elsevier, 2019, pp. 1–20.
[19] Y. Okada, A. Sugane, F. Fukuoka, and Z. Morita, "An assessment of testing methods of color fastness to light, water and perspiration, and related methods with some reactive dyes," Dyes Pigments, vol. 39, no. 1, pp. 1–23, July 1998, doi: https://doi.org/10.1016/S0143-7208(97)00068-5.
[20] M. Zaeem and A. Chatha, "Investigation of low formaldehyde easy-care textile finishes on dyed cotton fabric," J. Chem. Soc. Pak., vol. 41, no. 6, pp. 975–982, 2019.
[21] T. Toprak and P. Anis, "Textile industry's environmental effects and approaching cleaner production and sustainability, an overview," J. Text. Eng. Fashion Technol., vol. 2, no. 4, pp. 429–442, 2017.
[22] M. Abdelrahman, S. Wahab, H. Mashaly, D. Maamoun, and T. A. Khattab, "Review in textile printing technology," Egypt. J. Chem., vol. 63, no. 9, pp. 3465–3479, 2020, doi: https://dx.doi.org/10.21608/ejchem.2020.23726.2418.
[23] M. N. Karim, M. Rigout, S. G. Yeates, and C. Carr, "Surface chemical analysis of the effect of curing conditions on the properties of thermally-cured pigment printed poly (lactic acid) fabrics," Dyes Pigments, vol. 103, pp. 168–174, Apr. 2014, doi: https://doi.org/10.1016/j.dyepig.2013.12.010.
[24] A. Dessie and B. Eshetu, "The role of binders and its chemistry in textile pigment printing," J. Text. Sci. Eng., vol. 11, no. 1, pp. 1–6, 2021.
[25] Q. Cao, "An investigation into the development of environmentally friendly pigment colouration," Ph.D. dissertation, The Univ. Manchester, United Kingdom, 2013.