Anti-Pilling Properties of Polyester-Cotton Blend using Plasma and Chemical Finish
Adil Hussain1, Reamsha Khan2*
1Concept, Marketing, and Design (CMD), Lahore, Pakistan
2The University of Lahore, Lahore, Pakistan
Abstract
Plasma treatment is an effective, efficient, and environment- friendly technology which is currently being used to modify the surface of textile substrate and its chemical structure. However, limited research has been conducted regarding the influence of plasma technology on the characteristics of blends. This project throws light on the effect of plasma treatment on the pilling properties of polyester-cotton blends. In cold plasma, different reactive species interact with substrate surface. The cleaning, modification, and coating processes are dependent upon the parameters (e.g., plasma source and imput voltage). There are three main mechanisms involved in plasma treatment, that is, radical formation, attachment of functional groups, deposition/polymerization, and the etching process. Maximum resistance to pill formation may be achieved using the plasma treatment on the p/c blend.
1. Introduction
Pakistan placed herself at 8th position in Asia as an exporter of textile materials. The textile industry provides employment to about 15.2 million people in Pakistan. The quality of cotton cultivated in Pakistan is popular worldwide. Pakistan is the 4th largest producer of cotton in Asia [1]. Since the establishment of Pakistan, the improvement of manufacturing sector has been given the top priority. Currently, a large number of units are performing different functions in Pakistan including ginning, spinning, dyeing, and garments. According to a survey, Pakistan has 442 spinning, 1221 ginning units [1], [2]. The textile business additionally subsidizes 9.5% to GDP and 52% of aggregate fares of nation [3].
The different sectors of textile are as follows:
A. SPINNING
Spinning is the first process of manufacturing textiles. The procedure of making yarns from fiber is called spinning. Several filaments are bound together to manufacture yarn, however, it is conversationally used to portray the procedure of drawing out, twisting, and winding onto bobbins.
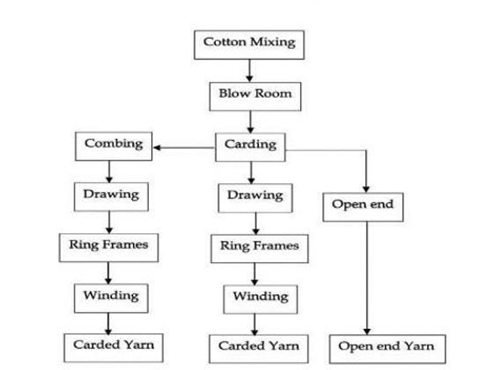
FIGURE 1. Flow chart of spinning
B. WEAVING
Weaving is a well-known procedure of making fabric or material. In this process, two arrangements of yarns called the warp and the filling or weft are interwoven with one another to shape a fabric. Yarn is a long continuous length of interlocked strands. The longwise yarns which keep running from the back to the front of the weaving machine are known as the warp. The crosswise yarns are the filling or weft. A weaver is a gadget for holding the twist strings set up, while the filling strings are woven through them.

FIGURE 2. Flow chart of weaving
1) DYEING
It is the procedure of giving hues to a material through a color. Colors are utilized for shading the fabrics. Colors refer to atoms which ingest and reflect light at particular wavelengths to give human eyes the feeling of shading. There are two types of dyes, that is, natural and synthetic. Natural colors are obtained from common substances, for instance, plants, invertebrates, or minerals. While, man-made colors are prepared according to research facilities, for instance chemicals are orchestrated to prepare manmade colors.
2) FINISHING
Finishing is the last assembling process in the creation of fabrics. As a necessary piece of wet preparing, finishing is the operation where the last fabric properties are created. It is not confined to wet preparing alone, since any operation to enhance the appearance or convenience of a fabric after it leaves the weaving machine or sewing machine may be viewed as a finishing step.
C. OBJECTIVES
The objectives of the current research are as follows:
- To investigate the mechanism and factors responsible for the pilling of polyester- cotton blend
- To analyze the plasma technology and its mode of actions which are best suited for the treatment of textile
- To comparatively study the three samples which include plasma finished sample, chemically finished sample, and untreated sample. Proper testing and evaluation should be conducted to determine the most effective technique.
II. LITERATURE REVIEW
Pilling refers to a condition displayed by specific fabrics produced using spun yarns. Small balls are solidly joined to the fabric's surface and when the condition is extreme, the fabric turns out to be outwardly unappealing and aggravating to the touch. Spun fabrics are produced using 100% synthetics filaments, that is, acrylics and polyesters, or blends are inclined to pill [4]. The pill in a polyester/cotton mix consists of wound, free filaments still joined to the yarn by one or more grapple strands. Generally, the stay strands are polyester fibers that have mostly worked out of the spun yarn. Pill arrangement is a process of rubbing against the fabric, therefore pills are for the most part found in the articles of clothing in regions where rubbing is most predominant, that is, territories close to stashes, collars, and sleeves. The most regular research center test system for foreseeing a fabric's pilling inclination is the Random Tumble Pill Rating technique. Squares of fabric are tumbled against a stopper lining in a quickening agent for indicated times of time.
A. PILLING MECHANISM
The inclination of a fabric to be delegated terrible for pilling depends on the two basic principal. The first activity forms fluff balls on the fabric's surface, while the second activity removes them [5] . On the off chance, the rate of creation is more prominent than wearing-off, the fabrics add to the unattractive pilled condition. However, in an event where break-off rate is more prominent than the formation rate, the fabric would seem pill-free.
1) PILL FORMATION
When the surface of a fabric is rubbed, pills are created on it. This is because fibers get entangled with each other and form a fuzz ball. The hairy yarn is responsible for the roughness of a fabric"s surface. Pilling can be identified with simplicity with which filaments migrate of a spun yarn with one surface fiber end still immovably connected inside of the yarn structure.
2) PILL BUILD-UP
Pill build-up is dependent on the rate at which the fuzz ball removes from the fabric. In an event where the rate of break-off is equivalent to the formation rate, the fabric would seem to be pill-free. On the other hand, if the rate of break-off is not exactly equivalent to the formation rate then the fabric would depict severe pilling.
The quantity of pills on surface is dependent on the dynamic equilibrium between two contradicting impacts, that is, pill arrangement and pill wear-off. Figure 3 demonstrates this procedure schematically. Due to rubbing, free filaments are pulled to the surface of fiber and a layer of structure known as 'fluff' is formed. Afterwards, the loosely bonded fibers mingle with each other by continuous rubbing to shape pills. As the rubbing continues, the anchor fiber, which holds the fuzzy ball, becomes weak and the pills fall off from the surface of the fabric. A state of harmony exists at the point where the rate of pill development and pill fall-off are same. At the point when the rubbing goes on for a sufficient time, the wellspring of free filaments gets to be depleted, the rate of pill development reduces and the aggregate number of pills decreases.
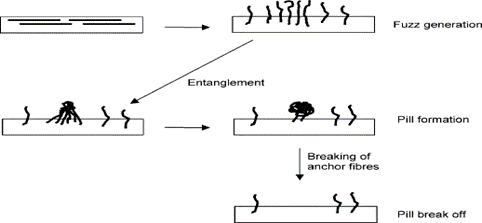
FIGURE 3. Mechanism of pilling
Figure 4 demonstrates the quantity of pills as a component of time. Each point on this graph shows the after effects of the rate of pill development and pill break-off at a given time. The graph depicts that after the beginning time of pill development, the aggregate number of pills is amplified and diminishes afterwards as pill reduction increases.
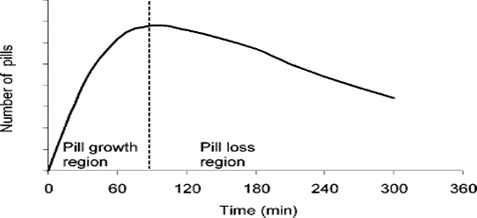
FIGURE 4. Pilling with respect to time
The break-off of pills depends on the flex life of the fiber which firmly holds the fuzz ball known as an "anchor fiber". It means that the higher the flex life, the more extended the pill would stay on the fabric"s surface. The particular details of these curves rely on fabric and yarn qualities as well as on the specific mechanical powers following up on the fabric. Figure 5 below demonstrates the pill graph for polyesters filament for both woven and knitted fabrics.
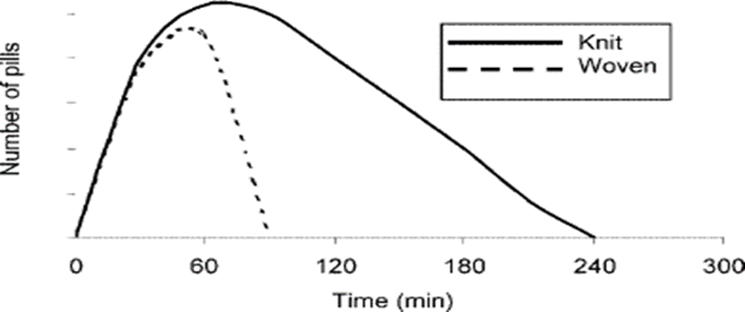
FIGURE 5. Graph for polyesters filament for both woven and knitted fabrics
The knit-constructed fabric exhibits negative impact on pilling due to its loose construction. This is because due to its loose structure the yarns do not bond firmly with each other and easily allow the loosely bond fibers to migrate from on point to another.
B. FACTORS AFFECTING PILL FORMATION
Pilling is a serious problem regarding the fabrics which strongly impacts the look, color, shade, and quality of fabric. Numerous researches have been conducted to get rid of this problem. Pilling is nearly negligible in case of 100% cotton, while in case of synthetic filaments and its blend, the rate of pilling is worse. In order to understand the causes and to solve the problem, there is a need to study the factors behind the pilling [6].
C. FIBER VARIABLES
Details of different properties and variables associated with fibers are presented below.
1) DENIER OF SYNTHETIC FIBER
Yarns produced using fine denier fibers (1.5 dpf or better) pill are of an inferior quality than yarns produced using course fibers (2.5 dpf or higher). This is because during spinning yarns having greater denier depict more noteworthy binding powers due to its greater diameter. Due to the strong cohesive force it does not allow the fiber to migrate. As the fiber denier declines, the aggregate number of man-made fibers enhance by weight in the blend. This allows numerous synthetic anchor fibers to protrude from the fabric which are quite effective in pill formation. On the other hand, due to its fine diameter during spinning they do not firmly bond, therefore can easily migrate.
2) FIBER TENACITY
Fabrics produced using weaker synthetic filaments do not pill as much as fabrics produced using high tenacity fiber. Due to this reason, the manufacturer always tries to make the lower weight polymer in order to achieve lower strength and low flex life.
3) FIBER CRIMPED
Crimp plays an essential role to control the pilling rate. A high crimped fiber pill has pilling rate less than the low crimped yarn. This is because due to the high crimps, the cohesion of fiber increases and tendency of the fiber to migrate on the surface decreases. In other words, it can be said that it increases the friction between the fiber.
4) FIBER SECTION
To stop the migration of fiber, the surface must not be smooth otherwise the friction would not be able to resist the fibers from moving.
5) FIBER LENGTH
Fiber length is a crucial factor which must be considered. Fiber having short length may easily migrate to the surface of yarn and reluctantly to the surface of fabric. Therefore, the pilling formation is worse in case of short length fiber.
6) FRICTION COEFFICIENT
Friction coefficient refers to the degree to which the fibers bond with each other in order to reduce their migration to the surface of fabric. The higher the friction coefficient, the lesser would be the pill formation and vice versa.
D. YARN VARIABLES
Details of different properties and variables associated with yarn are presented below.
1) YARN TWIST
The level of twist given to yarn during spinning influences the process of pilling. Higher twist in the yarn does not allow the fibers to migrate to the surface of fabric due to strong cohesion of fibers.
2) HAIRY YARNS
Hairy yarn has low twist due to which the fiber protrudes to the surface, giving a hairy look. This means that the hairy yarn would contribute in pill formation. This is because due to the low twist in the yarn, the fiber can easily migrate to the surface of the fabric.
3) YARN SPINNING METHODS
The spinning method also influences the way a fabric pills. In the open-end spinning, the yarns show more pilling than ring spinning. This is because the yarn morphology is more uneven which allows the migration of fibers.
4) LENGTH OF DIFFERENT FIBRE MIXTURES
The mixture of two different length of fibers, that is, short and long, tends to pill terribly. This is because the short fiber tends to migrate towards the surface of the fabric, allowing to make a fuzzy ball.
5) DIFFERENT MIXTURES OF MATERIALS
Different mixtures of materials may influence the pilling formation. While mixing different fiber fineness, the finer mixtures will be on the inside of the yarn, while the thicker and shorter, mixtures migrate to the outside of the yarn.
6) PREPARATION AND DYEING
Chemical processing and finishing significantly impact the fabric pilling. Some wet procedures aggravate pilling, while the others provide considerable advantages. Pretreatments and coloring procedures that excessively influence the fabric would bring about unreasonable bushiness and results in severe pill execution. Prolong processing as well as coloring cycles are particularly awful. Among few cases, pills may be seen simply from these procedures alone. Fabrics which are being colored at high temperature, containing low flex and shrinking strands, enhance pilling execution.
E. TYPE OF ANTI-PILLING FINISHES
Several types of finishes are being used to improve the pilling properties of different fabrics. The right choice of finishes with respect to the fabric is deemed necessary. Some important types of chemicals, mechanical, enzymes, and plasma finishes have been discussed in the study which are quite effective and fruitful to resist the pilling.
1) FILM FORMING BINDERS
Film forming latexes are quite effective to enhance the pilling properties of all the fabrics. It is considered as a universal finish to enhance the pilling characteristics of all the fabrics. It works on the principle of binding the fibers and making the structure compact. The latexes control the migration of fibers to the surface of the fabric by cross-linking the structure and binding them together. Pilling is mainly due to the migration of fiber to the fabric"s surface. Additionally, due to these protruding fibers when abrasion is given during washing, the fibers entangle with each other and form a fuzzy ball. The usage of binders does not allow the fiber to entangle by controlling the migration.
2) STAGES OF FILM FORMATION
In the process of formation of latex films, the colloidal substance converts into a linear polymer. The whole phenomenon of the formation of film is categorized into three main steps, that is, drying, deformation, and coalescence [7]. These three stages are shown in the Figure 6 below.
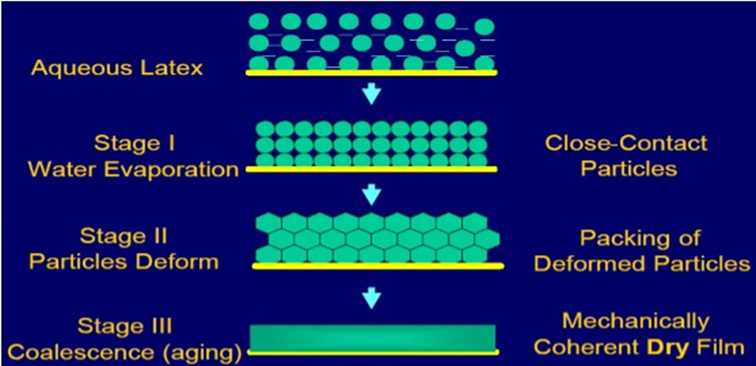
FIGURE 6. Stages of film formation
3) DURABLE PRESS FINISHES
Durable press finishes may be characterized as chemicals used to enhance the properties and functioning of textile materials which are washable. Most of the fabrics are made from natural fibers, for instance cotton, wool, and silk. Of these, cotton has always been the most appropriate for launderable fabrics as compared to wool and silk since these cannot withstand hard washing. Cotton has many properties, for instance it is breathable, hydrophilic, and can absorb perspiration. However, it comes with a drawback which is quite unpleasant, that is, it does not maintain the look after getting ironed [8].
4) SHEARING
Shearing is the process in which the protruding fiber is removed with the help of blades. The shearers consist of a sharp blade, which rotates continuously around its own axis. This assembly creates a shearing action similar to a scissor. When the fabric interacts with the shearer, it cuts off the protruding fiber from its surface. The distance, angle of the blade, and fabric must be adjusted carefully or else it would damage the fabric. The blade must be sharp so that it would work efficiently without destroying the fabric.
5) SINGEING
As the name suggests, it is related to burning and treating the fabric with flame. Singeing is quite a significant process to remove the loosely bound fiber from the surface of the fabric. In this process, the fibers are removed by using flames. This process is usually carried out to clean the surface of fabric in order to enhance its look and shine. The singed fabric is soil resistant as compared to other fabrics which are unsinged. This is because during the process, the protruding fiber is removed whichholds the dirt. This process has a deep influence on the pilling properties of the fabric. During singeing, the loosely bound fiber is removed from the surface of the fabric which is responsible for pilling.
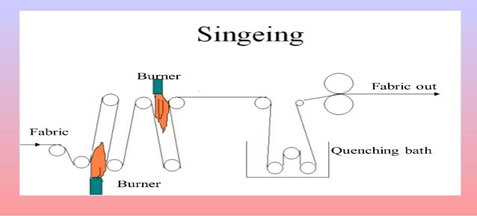
FIGURE 7. Schematic diagram of singeing
6) HEAT SETTING
Heat setting is a significant process for fabrics which are thermoplastic in nature. With the help of this process, pilling properties of the fabric can be enhanced. It is somehow also dependent on the construction of the fabric as the enhancement may vanish after several washings. While, in case of man-made fibers which are thermoplastic, the pilling properties may enhance to a level that the fabric becomes totally pill-free.
This treatment may provide various results such as changes in quality, stretch capacity, non-abrasiveness, color capacity. Moreover, it can also be used to modify the shape, to resist the wrinkles, and to strengthen the fabric. Each one of these progressions are joined with the basic and compound adjustments taking place in the fiber [9].
7) ENZYME FINISHES
Enzymes are composed of proteins. They comprise long chains of amino acids bounded by peptide bonds.
Other than the 'bio stoning' process, cellulosic filaments can be enhanced by an enzymatic treatment called 'bio cleaning'. The principle point of interest of this procedure is the removal of pilling. Pilling is the formation of fuzzy balls on the surface of a fabric which gives a very odd appearance to the fabric and decreases the quality of garments as well. The enzyme known as "cellulases" attack the fibers protruding from the surface of fabric and hydrolysis the micro fibrils. Due to the attack of enzyme, the fibrils weaken and try to break-off from the surface of the fabric, making the surface smooth and clean. After the treatment, the fabric demonstrates a much lower pilling inclination. Different advantages of uprooting fluff are a gentler, smoother feel and a predominant shading brilliance.
F. WHAT IS PLASMA?
Plasma is an ionized gas with an equivalent density of positive and negative charges. Crookes, in 1879, defined plasma as the fourth state of matter, that is, solid, liquid, gas, and plasma. Plasma can be obtained by using a high temperature and pressure gas. It consists of free electrons, radicals, ions, UV-radiation, and various highly excited neutral and charged species independent of the gases used [10]. Due to the presence of such matter, it is highly reactive and is used in textile industry to modify the surface of textiles. The advantage of using this technique is that the bulk properties of substrate would become unaffected after the application of plasma rays. Plasma is widely present in the universe, such as the thunder lightening and sun is also composed of plasma and nuclear fusion.
Current science has shed light on the presence of three conditions of matter, that is, solid, fluid, and gas. The vast majority, due to the appearance of current TV presentations, are enigmatically mindful that a fourth state known as "plasma" additionally exists. In actuality, plasma is more across the board in the universe than the vast majority knows. Indeed, it constitutes the greater part of the universe. The sun is a blazing circle of plasma, as are the stars and other heavenly bodies that exist in the universe. The showcase and sound delivered each time happens on account of plasma. In light of its presence on the sun and other heavenly bodies, it is consequently accepted that plasma is something extreme and presumably has something to do with extreme temperatures, weight or even radiation.
1) HOW IS PLASMA PRODUCED?
Before exploring the application of plasma, it is critical to comprehend what it is. Basically, plasma is ionized gas. At a point where the temperature of gas is raised, its atoms pick up vitality until a point comes when the particles increase enough momentum to make the electrons in the gas, leaving the core of the atom. The gas then exists as charged particles, that is, electrons, protons, neutral particles, and radicals which discharge incomprehensible measures of energy. Plasma can be easily obtained by heating (pulsed), voltage, or electromagnetic waves [11].
2) PLASMA FOR TEXTILES
There are numerous systems to obtain plasma for textiles. Chilly plasmas are ionized gases in a steady state. The plasma state can be accomplished by warming (beat), applying a voltage, or infusing electromagnetic waves. This state is settled by providing ideal conditions in which the rate of electrons leaving the particles breaks even with the rate of electrons joining with the particles to shape gas atoms. Without this balance, the plasma
would either keep on picking up temperature or would completely change into vaporous matter. One of the most punctual chips away at plasma treatment of materials states that the most suitable technique to make low temperature plasma in order to apply on materials is through electrical releases [12]. On the other hand, progresses lately have prompted improvements which empower the making of plasmas suitable for application on materials with an assortment of different means. Diverse makers of gear for plasma treatment have their own strategies to accomplish stable plasmas for the purpose of application. The capacity to outfit plasma lies in controlling the parameters that make it suitable to accomplish controlled results on the obliged substrate.
3) REASONS TO ERADICATE CONVENTIONAL PROCESSES
Plasma technology is gaining considerable interest in textiles as it can be used in wide ranges of modifications, especially in chemical processing of textiles. To acquire permanent modifications of textile substrate and less use of resources and materials, plasma technology is adopted. Undoubtedly, the tremendous functionalities can be achieved in processing of woven and non-woven textiles [13].
Plasmas are accredited to be distinctively useful surface engineering tools due to the following characteristics: ·
- Its unequaled physical, chemical, and thermal range allows the tailoring of surface properties of substrate to unexpected accuracy.
- Low temperature leads to prevention of
- Permanent results of modifications leads towards the exploration of new areas of
- It is an environment-friendly process since it is a completely dry
4) USE OF PLASMA IN TREATMENT OF FIBERS AND ITS FUNCTIONALIZATION
- Anti-felting/shrink-resistance of woolen fabrics
- Hydrophilic enhancement to improve wetting and dyeing
- Hydrophilic enhancement to improve adhesive bonding
- Hydrophobic enhancement of water and oil-repellent textiles
- Removal of sizing agents
- Removing the surface hairiness in yarn
- Scouring of cotton, viscose, polyester, and nylon fabrics
- Anti-bacterial fabrics by deposition of silver particles in the presence of plasma
- Sterilization of medical textiles at room temperature
- Improved adhesion between textiles and rubber
- Plasma-treated fabrics with high hydrophilic stability when stored in alkaline media
- Graft plasma polymerization to produce fabrics with laundry-durable oleo phobic, hydrophobic, and stain-resistant finishes
- Atmospheric plasma-based graft polymerization of textiles and non-woven fabric having different surface functional properties on the front and backside of the fabric
- A fabric coated with sizing agent inactive to plasma on one side and left as hydrophobic or hydrophilic on the other side have different functionality on its two sides
- Silicone coating of air-bag fabrics using cross-linked silicone (polyorganosiloxanes)
- Scouring of cotton, rayon, polyester fabrics using non-polymerizable gas (nitrogen, argon, ammonia, helium), followed by wet treatment to remove the
- Prevention of readily-occurring color variation in textiles [13].
G. MODES OF ACTION
A common interaction between textile substrate and gas occurs at the point when a surface is exposed to plasma. The electrons, neutral particles, UV radiation, ions, and radicals which are the main components of plasma interact with the surface of textile substrate, while some volatile substances affect the plasma and turn into its part [14].
1) RADICAL FORMATION
- Attachment of functional group
- Deposition/polymerization
2) ETCHING
The combinations of these steps are responsible for different results or modifications on the surface of the substrate. The process is shown in Figure 8.
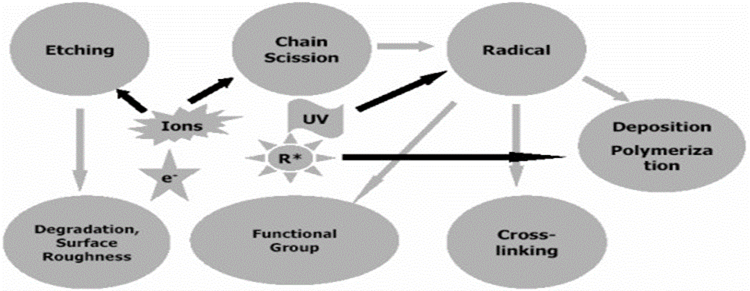
FIGURE 8. Plasma mode of action
H. RADICAL FORMATION
Radical formation is a significant step in plasma treatment. It may result either in the attachment of a functional group or the development of a full layer by the process of polymerization.
1) ATTACHMENT OF FUNCTIONAL GROUP
This process activates the polymers by the interaction of various active species on the surface of the substrate. The mechanism by which the functional groups attach on the surface irrespective of the type of substrate takes place in two steps [15].
- Formation of radicals on the
- Interaction of ionized groups to the formed
Functional groups, such as ether, hydroxyl or carbonyl can be attached on the surface of the substrates to enhance the required properties. Hydroxyl functional group can be grafted on the surface to enhance the hydrophilic properties.
Figure 9 demonstrates the formation of a free radical on the surface of the polymer by an ion. This free radical has the capacity associated with the actuated species in plasma to frame the functional group on the surface.
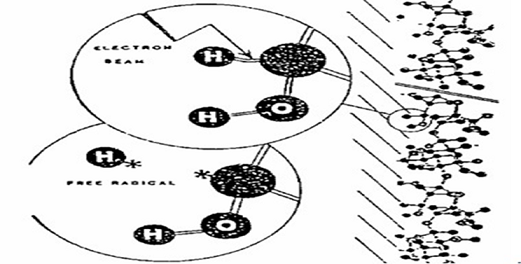
FIGURE 9. Formation of free radicals
When the surface is enacted with free radicals, the last result relies on the type of groups these radicals responded to. These free radicals can accomplish cross linking or later interact with oxygen in the air to form peroxides.
2) COATING, DEPOSITION OR POLYMERIZATION
The process by which films are applied on the substrates using activated species present in plasma is called coating and layering. The process "nano-layering" is utilized when the thickness of the applied layer of film is quantifiable in nanometers. The process of coating also takes place due to the surface activation by radical formation [16]. Once enacted, the surface is shielded with a layer of polymer which frames a covering as it polymerizes on the surface of substrate. The width, properties, and the behavior of the coated layer depends on different factors, for instance the chemistry of gas, flow rate, flux energy, electric power, type of substrate, and time. The process is shown in Figure 10.
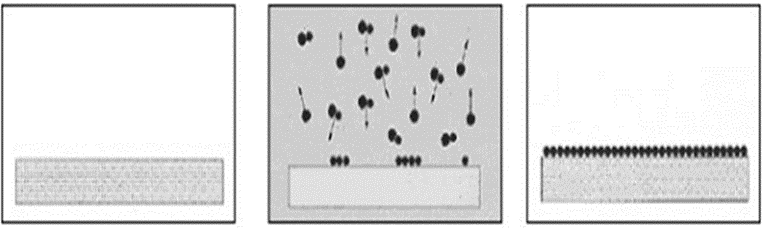
FIGURE 10. Deposition and polymerization
I. ETCHING
The procedure of etching can be clarified through the name itself. The surface of the polymer under treatment is truly scraped out with the guide of an activated gas. The material is then vaporized to be expelled from the surface [17].
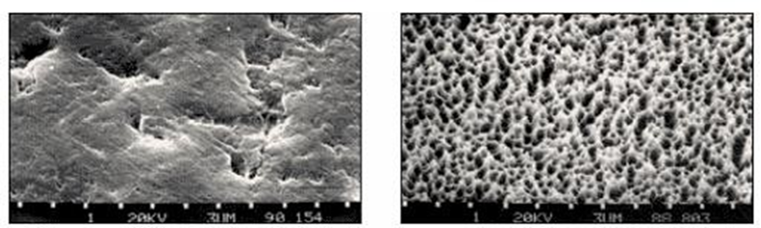
FIGURE 11. Etching process
The law behind scratching may likewise be utilized to perform different assignments, for instance, cleaning. The removal of size from the textile substrate is the most crucial example of the etching process. The normal misinterpretation pertaining to etching is that it is only applied to roughen the surface of substrates. This notwithstanding is not the situation in actuality. Scratching may successfully decrease the surface region or accomplish surface smoothing by drawing out tops on the surface of polymer, consequently leaving the surface level smoother than that of the untreated.
III. METHODOLOGY
The current study has a comparative research design. It is based on comparison and contrast between three samples that are:
- Plasma finished sample
- Chemically finished sample
- Untreated sample
The overall methodology is divided into five phases. Phase1: problem statement
Phase2: application of plasma finishes Phase3: testing and evaluation
Phase4: application of chemical finishes Phase5: testing and evaluation
A. MATERIALS
Firstly, a sample of cotton-polyester woven fabric is bombarded by low frequency atmospheric plasma. Afterwards, anti-pilling finish Metastab ZC is impregnated on the other sample at the PH 3.5- 6.5. While performing these steps, SEM analysis and X-ray diffraction is conducted to verify the surface modification of the substrate. Different test rs may also be used to evaluate the performance of applied finish.
B. TESTING
1) RANDOM PILL TEST ASTM D-3512
This test is utilized to determine the resistance of different textile substrates to the formation of pills and other surface modifications. This methodology is applicable for all sorts of knitted and woven textile substrates. Material specimens are put into arbitrary tumble pill analyzer for a predefined measure of time and tumbled. The procedure has been described as follows:
- Put the sample and fabric of gray cotton into the analyzer compartment
- Close the testing chamber and fix the time for 30 minutes on the timer
- Press the button to switch on the motor
- During the process, keep checking the chamber after a certain period of time to ensure that the process is going good or not
- Clean the cotton fiber using the vacuum cleaner at the end of the process

FIGURE 12. Random pill tester
2) EVALUATION
Utilizing appropriate rating models, and the device for fabric assessment, intuitively rate the substance observing the substrate at a 45 degree utilizing the rating standards. A very specialized person is required to check the sample otherwise it will affect the results. When the specimen does not match the standard sample accurately give them the rate of half value like etc. The scales generally have the values ranging from 1-5 described as follows:
- Value '5' shows no pilling
- Value '4' shows slight pilling
- Value '3' shows moderate pilling
- Value '2' shows severe pilling
- Value '1' shows very severe pilling
IV. RESULTS AND DISCUSSION
A. Karahan used argon and air plasma to change the characteristics of plain cotton. The current study examined various properties, such as pilling, vapor and air permeability, thermal conductivity, and surface structure [18]. The inclination of a fabric to be delegated unfit for pilling depends on two basic principles. The first activity forms fluff balls on the fabric's surface, while the second activity removes them off. On the off chance, the rate of creation is more prominent than wear-off and the fabrics would add to the unattractive pilled condition. However, in the event where break-off rate is more prominent than the formation rate, the fabric would seem pill-free [19].
Table I shows that the argon and air plasma have deeply modified the morphology and given best results.
TABLE I
PILLING OUTCOMES
|
Treatment |
Mean |
|
|
Air Plasma |
Argon Plasma |
|
|
Untreated |
1.35 |
|
|
50 W 20 sec |
1.35 |
1.375 |
|
50 W 40 sec |
1.85 |
2 |
|
50 W 60 sec |
1.925 |
2.5 |
|
100 W 20 sec |
2 |
2.275 |
|
100 W 40 sec |
3.65 |
4.65 |
|
100 W 60 sec |
4.375 |
4.7 |
|
130 W 20 sec |
4 |
4.55 |
|
130 W 40 sec |
4.65 |
4.65 |
|
130 W 60 sec |
4.7 |
4.7 |
It has been found that the FTIR of untreated and plasma treated samples do not show any noteworthy alteration in the apparent chemical configuration. Consequently, the ratio of absorbance concentration of distinguishing peaks at 1709 cm-1 and 1233 cm-1 with respect to absorbance strength at 721 cm-1 was intended. The absorbance ratios A1709/A721 and A1233/A721 are specified in Table II.
TABLE II
ABSORBANCE RATIO OF PEAKS IN FTIR SPECTRA
|
Sample |
Absorbance Ratio |
|
|
A1709/A721 |
A1233/A721 |
|
|
Untreated P/C |
0.52 |
0.77 |
|
Helium plasma treated |
0.45 |
0.75 |
|
Oxygen plasma treated |
0.55 |
0.77 |
Results show that the hydrophilic properties have been enhanced by the plasma treatment.
Ryuet al assessed the wettability of consecutive Corona treatments by calculating the time essential to adsorb 0.6 μl of distilled water [21]. Table III provides the adsorption times for various polymer fabrics, that is, single, twofold, and threefold treated. It is clear that the effect of consecutive cures was also governed by the material used.
TABLE III
ADSORPTION TIMES FOR VARIOUS POLYMER FABRICS
|
Fiber type |
Time of penetration (s) |
|||
|
Untreated |
Corona single |
Corona twofold |
Corona threefold |
|
|
Wool |
>2000 |
1120 |
91 |
19 |
|
Polyester |
877 |
321 |
134 |
103 |
|
Polyamide 6 |
332 |
150 |
47 |
46 |
Wan et al. studied plasma treatment to reduce the pilling rate of knitted wool. There were three main steps, for instance activation of the surface with the help of argon, attaching the functional group with the help of oxygen, and thin film installation with a hexamethyldisiloxane (HMDSO) processed in low-pressure plasma to enhance the pilling resistance. The pilling inclination of cured samples was examined and matched with the pilling rate of untreated sample. The plasma treated sample gave a result of four grades, while the other processes gave the result of two or three grades [22].
Figure 13 shows that the sample treated with three steps plasma process (Ar-O2- PP HMDSO) gave the best pilling resistance results.
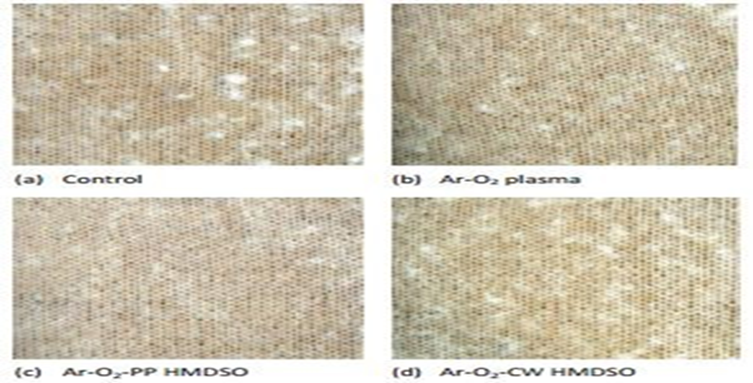
FIGURE 13. Camera photos of samples
Table IV clearly shows the samples.
TABLE IV
PILL GRADE AND COUNT ASSIGNED TO UNTREATED AND TREATED SAMPLES
|
Sample |
Pilling grade |
Average No. of pills/4 cm2 |
|
Control |
2 |
8.25 |
|
Ar-O2 plasma |
3 |
5.25 |
|
Ar-O2 -PP HMDSO |
4 |
1.25 |
|
Ar-O2 -CW HMDSO |
3 |
5.75 |
The pilling grade was the mean value which was determined from four calculations conducted on four fabric samples. Whereas, all the plasma-treated specimens showed an enhancement of one or two grades related with untreated samples. Ar-O2-PP HMDSO-treated samples demonstrated the best pilling opposition with only minor pills on the substrate [23].
In the last few years, the researchers attempted to add their desired properties, such as wettability, adhesion, and surface energy improvement in textile materials by using plasma treatment. This analysis proves that the maintenance of atmospheric pressure in textile treatment is quite significant. Atmospheric pressure is the main factor which may affect the surface treatment of textile material. Researches have found that if the plasma is generated by non-polymeric gases, such as Helium, Argon, Air, Oxygen, and Nitrogen, the atmospheric pressure cannot be controlled on the external or surface properties of both natural and synthetic textile materials [24].
Plasma treatment may transform the textile materials in a wide range. Desired and functional properties may be added to textile materials [25]. The treatment of textile materials by plasma generated from non-polymeric gases, such as Oxygen, Nitrogen, Helium, and Argon improve the properties of textile materials including wettability, absorbency, and adhesion. It may change the chemical and physical structure of textile materials. Although, like many other industries, plasma treatment has not achieved the same success in textile industry due to the involvement of a variety of processes. Plasma technology is well understood, however, the use of plasma in textile sector is still a huge challenge. Besides this, plasma-treated material has an ageing factor as well which is a big hurdle in commercializing the plasma treatment [26], [27].
In 1973, cotton and p/c were desized using the plasma process. Plasma desizing is an environment-friendly process. This is because it is a dry process which does not cause water pollution due to the draining of large amount of filthy water in to the water resources. Cotton and cotton-polyester fabrics comprising polyvinyl alcohol (PVA) size were dealt with in a plasma in oxygen (O2), nitrogen (N2), and air and in Corona discharge. The O2 usage was the most proficient one, while N2 plasma was not viable at all and air created middle outcomes [28].
A. COTTON
The appearance of cotton fiber seems fine even under the microscope. The length of the fiber varies between 10-65mm which depends on the quality of cotton [29]. There is a small variation in the diameter of cotton with respect to wool. The finest fiber has the length to breadth ratio of 6000:1, while the coarsest fibers have the ratio of 350:1. The length to breadth ratio plays an important role in spinning, the greater the ratio the more easily the fiber can be spun in yarn and vice versa [30]. The color of cotton fiber varies from white to tan. The overall composition of cotton is presented in the table.
1) POLYMER SYSTEM OF COTTON
Cotton is composed of a linear polymer known as "cellulose". Cellobiose is the main and repeating unit of cotton which is further composed of two glucose units. The degree of polymerization of cotton is 5000 which means that polymeric chain consists of 5000 units of cellobiose. Its length is about 5000nm and thickness of 0.8nm which makes it long and fine linear polymer. Cotton polymer has a crystalline region of 65-70% and an amorphous region of 30-35%. The high crystalline region makes it a crystalline fiber. The reason behind the huge crystallinity is the alignment of polymeric chain and its orientation [31]. The most important functional group is OH which is responsible for bonding. Except this, hydrogen bonding and Van der Waals forces are also dominant. Figure 14 shows the chemical structure of cotton.
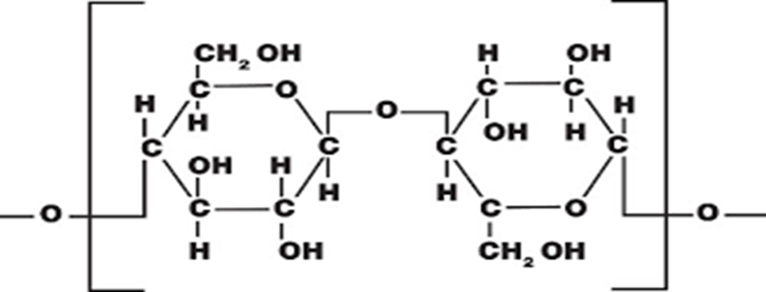
FIGURE 14. Chemical structure of cotton
2) MICRO-STRUCTURE
Cotton is a natural cellulosic staple fiber. Like other plant cells, a cotton molecule has a cuticle, a primary wall, a secondary wall, and a lumen as shown in Figure 15. The outer layer or skin of fiber has cuticles which are composed of waxy layers. This wax protects the fiber content against chemicals or other degrading agents. By scouring or bleaching, these cuticles are removed. The primary cell wall is made up of fine cellulosic threads called fibrils [32].
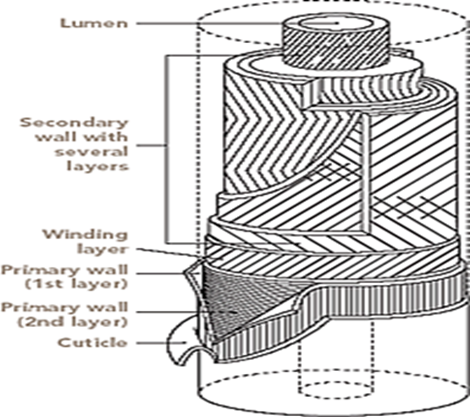
FIGURE 15. Micro-structure of cotton
Beneath the primary wall, there exists the secondary wall with a bulk of fibers in it. The hollow tube along the length of fibers is called a lumen. It is full of cell sap and is responsible for the growth of fibers. It has dilute solution of sugars, proteins, minerals, and a cell. The spirals and convolutions of the dried fiber are due to the removal of this liquid [33].
3) PHYSICAL PROPERTIES
TENACITY
Cotton has a good strength due to the good alignment and orientation (which gives the crystallinity of about 70%), the presence of hydrogen bond between the polymers, and the spiral fibrils in the primary and secondary cell walls. It is among the few fibers which strengthen when wet. It happens due to the enhancement in polymeric alignment which increases the number of hydrogen bonds. Due to this, the strength of the fiber increases by 5%.
ELASTIC PLASTIC NATURE
Cotton fiber is quite inelastic due to its high crystalline region. Due to this, the cotton fiber creases and wrinkles.
HYGROSCOPIC NATURE
Cotton is a hydrophilic fiber which can absorb water. The absorbence of water is due to the polar hydrogen bond and the amorphous region present in the cotton. Due to this property, cotton fibers get rid of the static charges.
CROSS-SECTION
Cotton fiber has a ribbon like cross section. It has a thin cell wall, however, the lumen occupies a large space. During the mercerization process, the cross section becomes round.
APPEARANCE
It appears as a fine and white to light tan in color. The color of fiber varies due to the nature of soil, climate, and additives.
CRIMP
Cotton is a twisted fiber mainly on the longitudinal axis. Due to this twist, the cotton fibers are easy to spin.
4) CHEMICAL PROPERTIES
EFFECTS OF ALKALIS
Cotton fibers are relatively resilient to alkali due to which they are resistant to normal detergents during laundering. This is due to the lack of the ability of cotton polymers to resist the alkalis.
EFFECT OF ACIDS
Cotton fibers are less resistant against the acids. Acid attacks on the glucosidic linkage which holds the two glucose units together. Due to this, the hydrolysis of cotton takes place which ruptures the whole structure of cotton.
EFFECT OF BLEACHES
The most well-known bleaches utilized on cotton material are sodium hypochlorite, hydrogen peroxide, and sodium perborate. These are oxidizing agents as they release free oxygen.
EFFECT OF SUNLIGHT AND WEATHER: COLOR FASTNESS
Cotton is cool to dye and print. It is a polar fiber, therefore it can easily attract the polar dyes towards itself. Reactive, azoic, vat, and direct dyes are used to dye the cotton.
B. POLYESTER
1) CHEMICAL STRUCTURE
Polyester is a synthetic fiber which is a long chain of polymer and consists of an ester of dihydric alcohol and terephthalic acid. It is produced using the process of melt spinning.

FIGURE 16. Chemical structure of polyester
One of the important characteristics of polyester is the presence of benzene ring in its polymeric chain. The aromatic ring provides stiffness to polymeric chains and weak Van der Waals forces do not allow the structure to deform easily. The arrangement of the aliphatic, aromatic, and carboxyl groups gives nearly planar configuration.
2) PHYSICAL PROPERTIES OF POLYESTER
TENACITY
Polyester has good tenacity due to its crystalline nature. Its crystalline nature allows the creation of highly active Van der Waals forces as well as hydrogen bonds which deliver the fiber its noble tenacity.
ELASTIC PLASTIC NATURE
The good alignment of the polymeric chains does not allow fiber to crease or wrinkle. Continuous stress on the filaments results in distortion of the polymeric chain due to the weakening of the Van der Waals forces.
HYGROSCOPIC NATURE
Polyester filaments are hydrophobic in nature. They do not allow the water molecules to enter into the polymeric chain due to its good alignment and lack of polarity.
THERMAL PROPERTIES
It is a poor warm conductor with low imperviousness to warmth. It liquefies on warming. Polyesters are thermoplastic fibers implying that they are equipped for being molded or turned when warmed.
3. CHEMICAL PROPERTIES OF POLYESTER
EFFECT OF ACIDS
The polyester polymers are quite resistant against the acid. They do not allow the acid to destroy its polymeric chain.
EFFECT OF ALKALIS
Alkalis destroy the polymeric chains of polyester by hydrolyzing the ester group. The good alignment of the polymeric chain restricts the hydrolysis to a greater extent.
EFFECT OF BLEACHES
The polyester fiber does not need bleaching. It is only done on customers" demand if necessary. Moreover, chlorine bleaches are preferred to use.
SUNLIGHT
Sunlight is quite resistant against the UV radiation and acid rains.
MICRO-ORGANISMS
The polyester withstand microorganisms, such as bacteria.
C. COTTON/POLYESTER BLEND
At the point when consider the preferences given by the cotton/polyester mix fabric, it gives the non-abrasiveness and dampness retention of cotton with dimensional dependability and simple consideration of polyester. Then again, rooms are still accessible to enhance the properties of cotton/polyester blend fabric. Keeping up the great dampness retention and agreeable hand feel of cotton, furthermore the great wrinkle resistance and dimensional soundness of polyester subsequent to mixing is significance. The simple consideration properties partner with polyester conquers the challenges that can be ascribed to cotton.
Likewise with numerous properties the general execution will rely on upon the mix proportion. With the higher polyester fixations the consideration gets to be simpler.
The results shown in Figure 17 depict that the plasma-treated sample was much resistant to the pilling rather than the other two samples. The samples were evaluated using the standardized testing machine known as Random Pill Test ASTM D-3512.
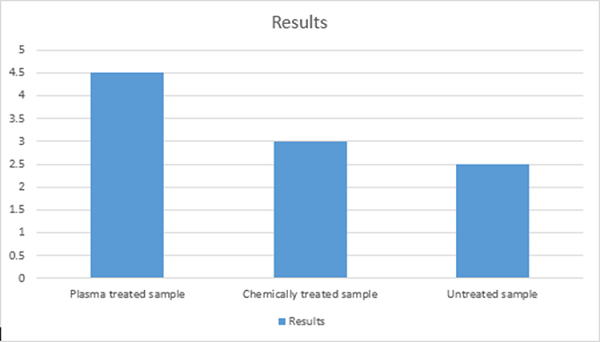
FIGURE 17. Pilling grades of three samples
Therefore, plasma treatment provided the best results rather than the chemical finish. Using the anti-pilling finishes, the environment is not only contaminated, however, it also weakens and damages the fabric. The formaldehyde-based chemical finish has a disastrous impact on both the environment and fabric. In plasma, low temperature does not allow the substrate to deform or destroy. The results are quite effective and permanent as compared to the chemical finish which wears-out with laundering.
V. CONCLUSION
The current study examined the impact of plasma and chemical treatments on the pilling behavior of p/c blends. Pilling occurs when small balls of fibers are formed on the surface of fabrics made from spun yarns, leading to a fabric that appears unattractive and feels rough to touch. Fabrics made from 100% synthetic fibers, such as acrylics and polyesters, or their blends, are particularly prone to pilling. In a p/c blend, pills consist of tangled, loose fibers still attached to the base yarn by one or more anchor fibers. Typically, these anchor fibers are polyester threads which have largely emerged from the spun yarn.
Conflict of Interest
The author of the manuscript has no financial or non-financial conflict of interest in the subject matter or materials discussed in this manuscript.
Data Availability Statement
The data associated with this study will be provided by the corresponding author upon request.
Funding Details
No funding has been received for this research.
Bibliography
- Punjab Board of Investment and Trade, 'Textile sector of Pakistan: Analysis by projects & policy research department,' 2018. [Online]. Available: https://pbit.gop.pk/system/files?file=Textile%20Industry_0.pdf
- WWF-Pakistan. 'Collective action in the Indus River basin, Pakistan.' https://wwf.panda.org/discover/our_focus/freshwater_practice/water_stewardship/our_sectors/key_performance_indicators/collective_action_pakistan/ (accessed Jan. 7, 2024).
- Khan. 'Strategic analysis of Pakistan textile industry - Successes, failures in the last thirty years.' 2019. Academia. https://www.academia.edu/10119275/Strategic_Analysis_of_Pakistan_Textile_Industry__Successes_Failures_in_the_last_thirty_years (accessed Jan. 7. 2024).
- Gintis and E. J. Mead, 'The mechanism of pilling,' Text. Res. J., vol. 29, no. 9, pp. 578–585, July 1959, doi: https://doi.org/10.1177/004051755902900709.
- Conti and E. Tassinari, '14—A simplified kinetic model for the mechanism of pilling,' J. Text. Instit., vol. 65, no. 3, pp. 119–125, 1974, doi: https://doi.org/10.1080/00405007408630358.
- Schindler and J. P. Hauser, 'Anti-pilling finishes,' Semantic Scholar, Art. no. 135959596, 2004, doi: https://doi.org/10.1533/9781845690373.129.
- Sosnowski, L. Li, M. A. Winnik, B. Clubb, and R. Shivers, 'Morphology of melt‐pressed latex films examined by scanning and freeze‐fracture electron microscopy,' J. Polym. Sci. Polym. Phy., vol. 32, no. 15, pp. 2499–2508, Nov. 1994, doi: https://doi.org/10.1002/polb.1994.090321507.
- Petersen and N. Petri, 'Apparatus and description of the procedure for determining the formaldehyde emitted during curing of nonwoven binders,' Mell. Textilb.,' vol. 66, no. 4, pp. 285–295, 1985.
- E. Braddock and M. O'Mahony, Techno Textiles: Revolutionary Fabrics for Fashion and Design. Thames and Hudson, 1999.
- Reichel, 'Plasma treatment, process diversity and sustainability,' German Federal Ministry of Education and Research, 2001.
- Tomasino, J. J. Cuomo, C. B. Smith, and G. Oehrlein, 'Plasma treatments of textiles,' J. Coated Fab., vol. 25, no. 2, pp. 115–127, Oct. 1995, doi: https://doi.org/10.1177/152808379502500204
- El-Nagar, M. A. Saudy, A. I. Eatah, and M. M. Masoud, 'DC pseudo plasma discharge treatment of polyester textile surface for disperse dyeing,' J. Text. Instit., vol. 97, p. 111–117, July 2006, doi: https://doi.org/10.1533/joti.2005.0169.
- Shishoo, Plasma Technologies For Textiles. Woodhead Publishing, 2007.
- G. A. Terlingen, 'Introduction of functional groups at polymer surfaces by Glow discharge techniques,' Doctoral dissertation, Uni. Twente, 1993. [Online]. Available: https://research.utwente.nl/en/publications/introduction-of-functional-groups-at-polymer-surfaces-by-glow-dis
- Sotton and G. Nemoz, 'New surface treatments and new fibers: The challenge to satisfy new requirements for technical textiles,' J. Indust. Text., vol. 24, no. 2, pp. 138–151, Oct. 1994, doi: https://doi.org/10.1177/152808379402400206.
- Diener Electronics. 'Plasma surface technology.' https://www.plasma.com/uploads/media/Imagebroschuere_EN.pdf (accessed Jan. 7, 2024).
- Yip, K. Chan, K. M. Sin, and K. S. Lau, 'Low temperature plasma-treated nylon fabrics,' J. Mater. Proc. Technol., vol. 123, no. 1, pp. 5–12, Apr. 2002, doi: https://doi.org/10.1016/S0924-0136(02)00024-9.
- A. Karahan, E. Özdoğan, A. Demir, H. Aydin, and N. Seventekin, 'Effects of atmospheric pressure plasma treatments on certain properties of cotton fabrics,' Fib. Text. East. Eur., vol. 2, no. 73, pp. 19–22, 2009.
- R. Wertheimer, L. Martinu, J. E. Klembert-Sapieha, and G. Czeremuszkin. Adhesion Promotion Techniques. Marcel Dekker Inc, 1999.
- Kale, S. Palaskar, P. J. Hauser, and A El-Shafei, 'Atmospheric pressure glow discharge of helium-oxygen plasma treatment on polyester-cotton blend fabric,' Ind. J. Fibre Text. Res., vol. 36, pp. 137–144, June 2011.
- -H. Ryu et al., 'Effects of background fluid on the efficiency of inactivating yeast with non-thermal atmospheric pressure plasma,' PLoS ONE, vol. 8, no. 6, Art. no. 66231, 2013, doi: https://doi.org/10.1371/journal.pone.0066231.
- Wan, X. J. Dai, K. Magniez, J. du Plessis, W. Yu, X. Wang, 'Reducing the pilling propensity of wool knits with a three-step plasma treatment,' Text. Res. J., vol. 83, no. 19, pp. 2051–2059, Mar. 2013, doi: https://doi.org/10.1177/0040517513478459.
- Wang and J. Shao, 'Application of sol-gel technology in anti-pilling finishing of wool fabrics,' in China Inter. Wool Text. Conf. IWTO Wool Forum, China, 2006, pp. 493–498.
- R. Ghonia, N. G. Savani, V. Prajapati, and B. Z. Dholakiya, 'A review on polyurethane based multifunctional materials synthesis for advancement in textile coating applications,' J. Polym. Res., vol. 31, no. 3, Art. no. 95, Mar. 2024, doi: https://doi.org/10.1007/s10965-024-03941-5.
- Quan, J. Wu, Q. Sun, J. Chen, and Z. Wei, 'Anti-pilling and anti-static bifunctional finishing of cashmere knitted fabric based on combinatorial foaming microcoating of anionic hydrophilic polyurethane,' Text. Res. J., vol. 93, no. 7–8, pp. 1851–1860, Apr. 2023, doi: https://doi.org/10.1177/00405175221130523.
- T. Rashid, N. Akram, K. M. Zia, M. Usman, and T. Munawar, 'Novel enrichment in biobased monomers of waterborne polyurethane dispersions as a textile finishing agent for poly-cotton fabrics,' Int. J. Biol. Macromol., vol. 257, Art. no. 128674, Feb. 2024, doi: https://doi.org/10.1016/j.ijbiomac.2023.128674.
- Othman et al., 'Various printing techniques of viscose/polyester fabric to enhancing its performance properties,' J. Text. Color. Polym. Sci., vol. 20, no. 2, pp. 285–295, Sep. 2023, doi: https://dx.doi.org/10.21608/jtcps.2023.220581.1198.
- Bao, Y. Hong, T. Yan, X. Xie, and X. Zeng, 'A systematic review of biodegradable materials in the textile and apparel industry,' J. Text. Inst., vol. 115, no. 7, pp. 1173–1192, July, 2024, doi: https://doi.org/10.1080/00405000.2023.2212848.
- Yang et al., 'Poly(lactic acid) fibers, yarns and fabrics: Manufacturing, properties and applications,' Text. Res. J., vol. 91, no. 13–14, pp. 1641–1669, July 2021, doi: https://doi.org/10.1177/0040517520984101.
- Wan and W. Yu, 'Effect of wool fiber modified by ecologically acceptable ozone-assisted treatment on the pilling of knit fabrics,' Text. Res. J., vol. 82, no. 1, pp. 27–36, Jan. 2012, doi: https://doi.org/10.1177/0040517511414973.
- N. S. Yadav and M. Das, 'Design and development of medium-pressure plasma process for optical substrate finishing: A comparative study with wet chemical etching,' J. Manuf. Process., vol. 109, pp. 628–642, Jan. 2024, doi: https://doi.org/10.1016/j.jmapro.2023.12.034.
- Rahman, J. Profili, L. Stafford, and C. Moreau, 'Surface preparation of aluminum by atmospheric-pressure plasma jet for suspension plasma sprayed ceramic coatings,' Surf. Coat. Technol., vol. 476, Art. no. 130175, Jan. 2024, doi: https://doi.org/10.1016/j.surfcoat.2023.130175.
- N. S. Yadav, M. Kumar, A. Kumar, and M. Das, 'Plasma polishing processes applied on optical materials: A review,' J. Micromanufact, vol. 6, no. 1, pp. 27–39, May 2023, doi: https://doi.org/10.1177/25165984211038882.