
| Review | Open Access |
|---|
SABZ; Developing a Sustainable, All-Natural, Biodegradable, and Zero-waste Non-woven Textile Material |

|
|---|
![]() Aleezay Mohsin* and
Aleezay Mohsin* and
![]() Umber Zahid
Umber Zahid
National College of Arts, Lahore, Pakistan
The use of petrochemical based products as raw materials for non-woven textiles has contributed to widespread environmental degradation. This research is a practical study of natural and biodegradable materials to overcome this growing concern. The objective of this study is to experiment with available renewable raw materials to develop a novel, non-woven textile material which is naturally compostable, while promoting environmental responsibility by offering a sustainable alternate to non-biodegradable materials. An ‘Experimental Development’ methodology was employed in this study which involved three phases of development. Material composition, refinement and functional and aesthetic appeal of the material were the focus for this development, where each phase was recorded in the form of qualitative observations. The resultant material is a compostable and recycle able sheet suitable for a versatile range of applications. Although it shows credible mechanical performance, yet it has some limitations. In conclusion, this study not only contributes a viable alternative material, it also demonstrates the power of interdisciplinary practice in material innovation through combining scientific inquiry with creativity while employing low-tech processes.
I. INTRODUCTION
The last two centuries witnessed rapid global population growth, leading to significant negative impacts of the escalating consumption patterns. This rise in demand for resources has contributed to widespread environmental degradation, a prime factor of which is the ever-growing problem of solid waste accumulation [1]. According to UNEP, municipal solid waste generation is expected to increase from 2.1 billion tons in 2023 to 3.8 billion tons by 2050 [2]. Out of this waste, 92 million tons are textiles-related, making the textile industry the second largest polluter after plastics. Interestingly, 87% of raw materials used in textile industry ends up in landfills or incinerators, and merely 1% of clothing is recycled to make new garments. Also, almost 60% of textiles are made from synthetic sources such as nylon, acrylic, and rayon, making them non-biodegradable. Consequently, textile and fashion wastes account for 9% of the total annual microplastic pollution in our oceans [3].
Within the realm of textiles, the non-wovens are a significant sub-category due to their extensive daily applications. These are textiles made from fibers bonded through mechanical, thermal, or chemical processes, instead of weaving or knitting. Their affordability and disposability make them popular in single-use products like diapers, sanitary napkins, face masks, shopping bags, and artificial leather [4].
The term “non-wovens” was introduced in the U.S. in the mid-20th century, though such materials, such as felt, have been used for centuries. In South Asia, for example, Namda is a traditional felted rug that has become a cultural symbol in Kashmir [5]–[7]The modern non-woven industry expanded rapidly with innovations in processes like fiber bonding and the development of synthetic polymers like polypropylene and polyester, which increased strength, and durability, at a lower cost. Initially used for industrial purposes such as filtration and insulation, non-wovens have since found widespread use in consumer products, especially disposable products. However, the over-use of non-wovens has also increased concerns regarding pollution, waste, and climate change [4], [5]. This study seeks to address these issues by combining scientific inquiry and creativity.
Non-wovens can essentially be categorized into three divisions.
First, Natural fiber non-wovens, which are made from renewable fibers such as wool, cotton, hemp, jute, and bamboo, have biodegradability, but it comes at higher costs, and they may require treatment to enhance their strength and durability.
Second, Synthetic fiber non-wovens, produced from polypropylene, polyester, and nylon. These products control the market, but present extreme environmental risks because they are non-biodegradable.
Third, Biodegradable polymer non-wovens are developed from bio-based materials like polylactic acid (PLA) and polyhydroxyalkanoates (PHA), combining functionality with sustainability.
Manufacturing processes are a further classification of non-wovens, namely, dry-laid, wet-laid, spun-laid, or chemically bonded. Dry-laid processes manipulate fibers in their dry state using methods like needle-punching, thermal or chemical bonding, and hydroentanglement. Air-laid techniques—common in the paper industry—are a type of dry-laid process. Wet-laid non-wovens suspend fibers in water, while spun-laid methods extrude molten filaments that are laid to form fabric. Chemically bonded non-wovens use adhesives to bind fibers [6].
Currently, man-made materials dominate the world of non-woven production, making up 99% of the total output. These man-made fibers can be divided into three categories: those obtained from natural polymers, those synthesized from synthetic polymers, and those made of inorganic materials. Polypropylene (PP) is the most widely used synthetic polymer, followed by polyester, regenerated cellulosic fibers, acrylic, polyamide, and cotton. Although they have benefits in healthcare, hygiene, and industrial sectors, their environmental impact is a growing concern. Approximately 66% of non-woven raw materials are synthetic, meaning they remain in the environment for decades if not centuries [4].
Growing environmental awareness and regulatory reforms have encouraged innovation in the field of sustainable non-wovens. There’s a visible trend shifting towards using recycled materials, especially PET, which is sourced from plastic bottles, and developing biodegradable alternatives using bio-based raw materials [6]. These include some conventional materials like cotton and wool, along with more novel sources such as seashells, starches, plant and animal fibers, microbial polymers, and chemically synthesized biomaterials from renewable sources. While promising in their applications, they are limited by high production costs and performance issues. However, different raw materials bring different results, with many showing commercial viability. These materials not only reduce carbon footprint but also naturally disintegrate in landfills, unlike synthetic plastics [1]. In this study, the aforementioned challenges are addressed using iterative experimentation.
The two major bio-based polymers being explored are:
Polylactic Acid (PLA): Derived from corn starch or sugarcane, PLA is one of the most extensively researched bio-based polymers for non-wovens. It resembles polypropylene (PP) and polyester (PET) but is compostable under industrial conditions.
Polyhydroxyalkanoates (PHA): It is a family of biodegradable polyesters produced by bacterial fermentation of plant-based sugars and oils, suitable for packaging, hygiene products, and medical textiles [8].
A significant part of the construction of bio-based non-wovens is biopolymers and bio-plastics. Bioplastics, made from biopolymers, are derived from renewable sources like vegetable oils, corn starch, and other biomass. Their key features include renewable origins, biodegradability, lower carbon footprints, and the ability to be created or directly processed from biopolymers. These attributes make bioplastics a viable alternative to conventional plastics [9].
As a leading textile producer, Pakistan faces the dual challenge of industrial growth and environmental sustainability. The industry is a major contributor to the economy, but it also generates considerable waste and pollution. Greater reliance on petrochemical-based fibers has made textiles largely plastic-based. WWF Pakistan reports that by 2050, there could be more plastic than fish in the ocean [10]. However, Pakistan also holds potential for leading sustainable textile development due to its rich natural resources and strong textile backbone. Strategic policy making and industry collaborations can position the country as a global player in sustainable production.
Lastly, it is critical to address the environmental damage caused by synthetic non-wovens. Research and innovation in biodegradable, bio-based non-woven materials and products offer a necessary and promising path forward. This study seeks to develop a sustainable material derived from renewable resources that naturally disintegrates without leaving harmful residues, paving the way for a cleaner and more responsible future.
The objectives of this study are to experiment with available renewable raw materials derived from natural resources, like seaweed, agricultural and animal products, and their derivatives instead of petroleum and petrochemical based raw materials, to develop biodegradable materials for practical applications in various industries. This will lead to the development of a novel naturally compostable non-woven textile material to offer a sustainable substitute to commercially available petroleum-based materials which are widely in use in the textile industry. Thus, it will promote environmental responsibility and help reduce carbon footprint, offering and encouraging sustainable practices, eco-conscious material choices, and low energy processes to reduce environmental impact
II. METHODOLOGY
The key aim of this study was the practical development of a novel, non-woven textile material, which would address the growing environmental crisis caused by petrochemical-based products and materials. For achieving this goal, Experimental Development was employed as its core methodology. This methodology involves a systematic, controlled and iterative process of designing, constructing, and rigorously testing an innovative physical product [11]. This method was used to ensure that the innovation is not only scientifically comprehensive but also a suitable material for practical application, hence, making it a bridge between real world innovation and theoretical research [12].
The Experimental development methodology is deeply rooted in modern science. It has formally gained recognition through international organizations like the OECD (Organization for Economic Co-operation and Development). Experimental development as a methodology has been rigorously defined as one of the three main pillars of research and development alongside basic and applied research, since the mid of the 20th century. Such formal recognition highlights the importance of Experimental development as the final, practical phase of innovation chain, which also puts emphasis on the transformation of existing knowledge into functional devices, processes and, in this case, sustainable materials [11].
In this study this methodology was employed and executed in three distinct phases of experimentation and refinement. The outcome of each stage directly informed the next phase. The 1st phase of this study involved conceptualization and initial experimentation, which was driven by existing research about natural polymers to turn existing theoretical knowledge into a physical concept by selecting available renewable raw materials and determining well-suited base compositions for the SABZ material prototype. In the next phase, the focus was on systematic prototyping and controlled testing. In this phase, each resulting material was treated as a functional prototype, it was evaluated based on its performance, such as texture, sheet uniformity, drying time, and structural integrity. Finally, phase 3 of the study involved adjusting specific variables such as concentration ratios, temperature exposure, drying time and cost. This phase focused on data analysis, refinement and optimization, using rich qualitative data collected during experimentation and testing. This was done to identify weaknesses and opportunities for improvement. A systematic cyclic process was repeated until the final SABZ material was developed, possessing the required compostability, zero-waste credentials, and reliable performance suitable for its intended versatile applications.
A. DATA COLLECTION order to develop materials using natural polymers from renewable resources, it was important to achieve an understanding of bioplastic materials and their compositions.For this purpose, data was collected from various online resources, which include; the Future Materials Bank [13], and the Bioplastic Cookbook [14]. A thorough study of these resources led to the conclusion that bioplastic materials have a few constant components:
- A Biopolymer: this is a biobased polymer derived from biomass.
- A Plasticizer: used to add flexibility to the material.
- A Solvent [14]
Apart from these components, bioplastics may also have additional materials to increase their mass, strength, and durability. These can be obtained from various fibers, minerals, household wastes, or agricultural wastes.
B. CASE STUDIESTo establish an understanding of bio-based material development, similar existing researches were studied. These studies included, ‘Bio-couture’ by Suzzanne Lee [15], a study that resulted in the development of a bio-material using bacterial cellulose. Another such study, named ‘The algae experiment’ by Carolyn Raff [16] explores algae from the sea to create biodegradable sequins. Similarly, Sway the future [17] introduced circular seaweed packaging as a replacement for single use plastic. NotPla [18] is also a company that developed and produces biodegradable and edible packaging solutions.
III. FINDINGS
A. PHASE I OF THE STUDYIn this phase, various available raw materials necessary to create bioplastics were collected, and the study began with experimentation with recipes available in online resources for bioplastics, leading to experimentation with combinations of these recipes and further development. Employed in this study is a simple process, utilizing basic equipment. Each sample's recipes, results, and observations were recorded alongside the sample. Furthermore, for each basic recipe, multiple experiments were done, including changes in the composition, using additives, and adding variety in the molds used to cast the sheets.
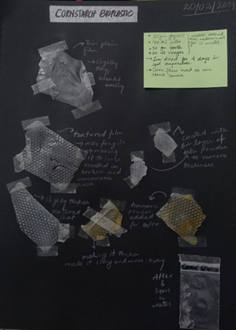
FIGURE 1. Sample # 1 showing experimentation with cornstarch bioplastics, including tryouts with and without textures, colors, and impact of water on it
Sample # 1, as shown in Figure 1, involved experimentation with starch bioplastics. This recipe used corn starch as the bio-polymer, glycerol as the plasticizer, water as the solvent, and vinegar as an additive. This mixture was cooked on medium heat for approximately 15 minutes until it turned into a thick translucent paste. This paste was spread evenly in plastic trays, one tray being smooth and the other with indents to create texture.
The sheet formed, captured the texture of the tray effectively. It took four days to completely dry naturally under the sun in moderately cold weather. Furthermore, in this sample, a difference in thickness was tested, and the addition of color was tested with the use of turmeric as a natural pigment.
This recipe resulted in a semi-transparent material which was slightly sticky. To overcome the stickiness of the material, it was coated with a thin layer of talcum powder. To test the material's resistance to water, it was submerged in water for 6 hours, removed and left to dry. Upon drying it became brittle.
Sample # 2, as shown in Figure 2, a flexible and transparent material was created using gelatine as a biopolymer, glycerol as a plasticizer and water as a solvent. This sample was tested with two variations in the composition, cooked over medium heat until the gelatine dissolved. These variations included sample 2(a) having a higher ratio of glycerol and 2(b) having a lesser ratio of glycerol.
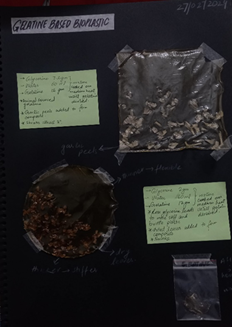
FIGURE 2. Sample # 2 showing experimentation with gelatine-based bioplastic by varying composition and testing impact of water on it.
Sample 2(a) resulted in a more flexible material. In this sample, garlic peels were added for aesthetics.
Sample 2(b) resulted in a stiffer material. In it, dried and crushed leaves were added.
This material, although not sticky in feel, melts when put directly under the sun.
Upon being submerged in water for a few hours, it dries up to become a stiff and brittle plastic-like material.

FIGURE 3. Sample # 3, showing experimentation with varied compositions of sodium alginate bioplastic, including yarn made from it.
Sample # 3, as shown in Figure 3 is an experimentation with a biopolymer derived from brown algae called Sodium Alginate, honey as plasticizer, water as solvent, and CaCl solution to stabilize the polymer. Alginate, serving as a thickener, creates a material with high shrinkage but comparatively better strength.
Tryout 1 in this case was made by manually mixing together the components, this resulted in a sticky and brittle material with uneven thickness.
Tryout 2 was blended using a hand blender and a thick homogenous mixture was poured into a tray to be dried. This resulted in a material with high shrinkage but an even and thoroughly dried surface.
Tryout 3 in this case was an attempt to create bio-yarn with the homogenous mixture of tryout 2. A thin strand of the mixture was extruded into a bath of CaCl solution using a syringe. This resulted in a thin and slightly brittle yarn.
Sample # 4 as shown in Figure 4 uses a composite of cornstarch and gelatine as its biopolymer, glycerin as its plasticizer and water as its solvent. This was made by preparing the mixture for cornstarch bioplastic as mentioned in Sample # 1, and then adding in the gelatin and leaving the mixture to cook until the gelatin dissolves and a homogenous mixture is formed.

FIGURE 4. Sample # 4, showing experimentation with different thicknesses of a composite made by combining cornstarch and gelatine
Tryout 1 in this case is a thin sheet of this mixture which resulted in a flexible translucent sheet, which is difficult to remove from a plastic mold.
Tryout 2 was a thicker sheet made with this mixture, which resulted in a strong and stable material formed without much shrinkage.
This composite forms well and is removed without damage if made in a smooth, non-porous mold like the ones made out of silicone.
Sample # 5, as shown in Figure 5, is a composite of 2 biopolymers, tamarind gum and potato starch, using glycerol as its plasticizer and water as its solvent.
This material was formed by blending the tamarind gum in water and heating it on a medium flame. Potato starch and glycerol were added to it as a separate mixture formed in water. This mixture did not dissolve well in the tamarind gum and formed clumps of starch. Upon drying, it resulted in a strong but uneven material. The clumps of potato starch become solid, while the tamarind gum resulted in a yellowish translucent flexible sheet.
This sample might yield better results if the potato starch mixture is blended with the tamarind gum instead of using heat to dissolve both.
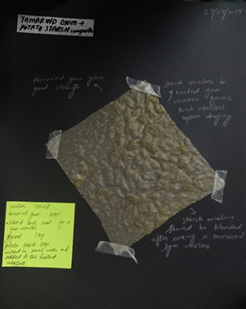
FIGURE 5. Sample # 5, showing a composite of tamarind gum and potato starch
B. PHASE II OF THE STUDYPhase II of this study involves experimentation with the addition of filler materials as additives to the above-mentioned sampling. Sample # 2, 3, and 4 were used as the base materials for a variety of fillers. These fillers include waste cotton yarn, agricultural wastes, recycled paper pulp, waste flower petals and household wastes. Each of these materials was dried, powdered, or crushed as needed and added to the bioplastic mixtures created in phase I to create composites.
1) FILLERS IN GELATINE BIOPLASTIC
After preparing the initial mixture for a gelatine bioplastic as mentioned in Figure 1, cotton yarn waste was mixed into it as shown in Figure 6 and poured into molds and left to dry. This resulted in a transparent material with visible strands of yarn that add to the strength of the material. The second tryout for the mixture made in Figure 1, is shown in Figure 7. It was made using sundried and powdered orange peels, the powder was carefully sifted to get a homogenous mixture when added to the gelatine. This resulted in a rough textured opaque material with lesser tensile strength.

Attributing to the nutritional content of gelatine, it was observed that this material acquires fungus (Figure 8) or becomes black (Figure 9) after about 2 months of being made, therefore, it was inferred that none of the samples made with it could last longer than a few months.

2) FILLERS IN GELATINE AND CORN STARCH BIOPLASTIC
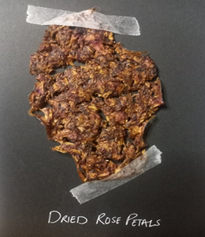
FIGURE 10. Dried rose petals in gelatine and Corn starch bio-plastic as shown in Figure 4
Dried and crushed rose petals were added to a composite bioplastic mixture made with gelatine and corn starch as described in Figure 4. This resulted in a heavily textured brittle material as shown in Figure 10. This material does not fit the criteria of a practical non-woven textile due to its physical characteristics.
3) FILLERS IN SODIUM ALGINATE BIOPLASTICS
In sample # 3, shown in Figure 3, it was observed that sodium alginate bio-plastic has very high shrinkage on its own while drying. Thus, addition of filler material in it has to serve the purpose of reducing shrinkage alongside adding to the strength and structure of the material. For this purpose, in tryout 1 shown in Figure 11, after preparing the sodium alginate mixture as described above in Figure 3, dried, powdered, and sifted wheat crop wastes were incorporated, and the mixture was later spread in a mold and left to dry. This resulted in a cork-like textured sheet, which formed well but lacked strength.

For tryout 2, shown in Figure 12, paper waste was collected, turned into fine pulp and blended into the sodium alginate mixture made as described in Figure 3. This resulted in a composite material that showed promising results regarding its physical characteristics and strength.
C. PHASE III OF THE STUDYThe previous experimentation was refined to focus on a single material, utilizing sodium alginate as the biopolymer, recycled paper pulp as the filler, and water as the solvent, along with specific additives to enhance performance. While this material initially appeared promising, it exhibited some critical limitations that needed to be addressed:
- Excessive moisture absorption, leading to the material becoming damp within just a few hours, compromising its practicality in usage.
- Significant reduction in tensile strength when it is exposed to increased environmental humidity, making it structurally weaker over time.
To overcome these challenges, a systematic approach was utilized, involving iterative experimentations to modify the composition. After extensive testing, it was determined that a starch-based binder needs to be introduced to minimize the moisture absorption of the alginate, aiming to enhance durability and longevity. Through several different experimental variations, and meticulous recording of observations, including the time taken for each iteration, cost-effectiveness, and overall material performance.
These refinements ultimately led to an optimized composition that addressed the primary limitations, making this material more resilient, cost-efficient, and viable for practical applications in more diverse environmental conditions. To make this material, a simple home-based laboratory setup was utilized, using household machinery for the processing. A hand blender was used to create the pulp and a baking oven was used as a dehydrator. These samples were made in molds of 8x8 inches.

This experimentation began with the testing of different materials for molds to check for possible difference created in the sheet quality. For tryout 1, shown in Figure 13 , a metal mold was used. It was observed that although this speeds up the drying process of the material, it burns the sheet at some areas and excess heat absorption also results in formation of bumps in the material.
Tryout 2, shown in Figure 14, was made in a mold made of a laminated MDF sheet. This resulted in a sheet with one smooth side and one textured. Although it took slightly longer to dry as compared to tryout one but the even texture of the sheet makes this mold more appropriate for use.

TABLE OF OBSERVATIONS RECORDED FOR TRYOUTS OF PHASE III OF SAMPLING
| Sample # | Paper type | Total mass for 1 sq. inch | Recipe For 1 sq. inch | Mold | Time Taken (in oven at 80-85 degree Celsius) | Cost (for 22″ × 32″ sheet) | Observations |
|---|---|---|---|---|---|---|---|
| 1 | News-paper | 4gm | Water 2.72 ml S.A. 0.125 gm Glycerol 0.19gm Veg.Oil 0.07gm Paper Pulp 1.09gm |
Metal | 6-7 hrs | 345 | Easily gets burnt, smooth on one side but slight damage/scratches on the mold causes damage to the sheet. |
| 2 | News-paper | 4gm | Water 2.72 ml S.A. 0.125 gm Glycerol 0.19gm Veg.Oil 0.07gm Paper Pulp 1.09gm |
Lamination sheet | 8 hrs. | 350 | Mold is most appropriate for use Dries quicker under the sun |
| 3 | News-paper | 4gm | Water 2.72 ml S.A. 0.093 gm Glycerol 0.19gm Veg.Oil 0.07gm Paper Pulp 1.09gm |
Lamination sheet | 9 hrs. | 300 | Not much different from sample # 2 |
| 4 | Brown packaging sheet | 4gm | Water 2.72 ml S.A. 0.093 gm Glycerol 0.19gm Veg.Oil 0.07gm Paper Pulp 2.18gm |
Lamination sheet | 10 hrs. | 325 | Thicker sheet, takes more time to dry. |
Tryout 3, shown in Figure 15, was tested by reducing the quantity of biopolymer to three fourth of that used previously to observe its impact. This sample resulted in a better and more even sheet as compared to the one with higher polymer concentration.
In tryout 4, shown in Figure 16, the paper pulp filler was doubled in quantity in the mixture with biopolymer ratio of Figure 15. Increasing the pulp quantity resulted in a thicker and stiffer sheet with much higher drying time and a visibly smoother surface. All of the above tryouts along with their observations were recorded in the form of a table shown in Table 1.
D. PROBLEM SOLVING WITH FURTHER ITERATIONSIt was observed that the material formed so far was absorbing environmental moisture a lot, leaving it impractical to be used in humid environments, thus, to solve this problem a starch-based binder was added to it. After several iterations, a balance was created between the starch and sodium alginate. As too much starch made the material rigid, and in dry weather it could easily break, and too little starch made the material too moist in humid weather to be used, therefore, achieving a balance between the two components allowed the material to remain flexible while not gaining too much moisture when exposed to extreme humidity, as shown in Figure 17 .
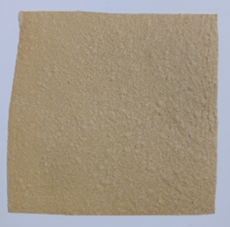
FIGURE 17. Final sample with appropriate starch to alginate ratio
Another observation led to an enhancement in the strength of the material by the addition a loosely woven muslin backing to the material, shown in Figure 18 and Figure 19. This backing was embedded within the material while laying the sheet to be dehydrated. This optional addition to the material multiplied the strength and durability of the material.

In order to make this bio-based non-woven material commercially viable, it was necessary to scale up the size of the sheets being produced so that it may serve a diverse range of purposes. Moreover, the drying time of the material varied based on the weather if dried under direct sunlight, therefore a baking oven was utilized at a low temperature to control and speed up the drying process. To make the sheets in a larger size, a commercial oven was utilized. Laminated MDF molds were prepared according to the maximum capacity of the oven. This helped in scaling up the production of this material. The resultant sheets were of 22 x 32 inches maximum. Below are given, images of the resultant sheets named SABZ in Figure 20,Figure 21, and Figure 22.


FIGURE 22. Textured front of the full sheet in white color
F. PROCESS OF MANUFACTURING THE BIO-BASED NONWOVENStep 1(Figure 23) Preparation of starch binder by cooking starch in vinegar and water.
Step 2 (Figure 24) Diluting the binder with water to make a starch mixture.
Step 3 ( Figure 25, Figure 26) Weighing the biopolymer and blending it in the mixture.

Step 4 (Figure 27, Figure 28) Weighing and blending the plasticizer in the mixture.
Step 5 (Figure 29, Figure 30) Making paper pulp and blending it in to make a homogenous mixture.

Step 6 (Figure 31) Sheet laying in a mold by pouring and spreading the mixture with a scrapper.
Step 7 (Figure 32) Dehydrating the sheet in an oven at 80-100 degree Celsius.
Step 8 ( Figure 33, Figure 34) Removing the prepared sheet from the mold.

This material shows promising strength when subjected to tensile test and burst strength. Furthermore, when submerged in water it begins to dissolve immediately. Another significant property of this material is that it can be conveniently recycled, the process of which is shown below in Figure 35-Figure 40. Simply by being dissolved in water in the correct proportion, this bio-based non-woven sheet can be recycled into a new sheet without any significant loss of strength, as shown in Table 2.

TABLE II
TESTING RESULTS FOR COMPARISON BETWEEN STRENGTH OF NEW AND RECYCLED SHEETS
|
GSM |
Tensile Strength |
Burst Strength |
Sheet type |
Thickness |
|---|---|---|---|---|
|
774 g/m2 |
142.25 N |
725 kPa |
new |
0.65 mm |
|
765 g/m2 |
139 N |
722 kPa |
recycled |
0.63 mm |
As important is the functionality of a material, the significance of its aesthetics cannot be denied. The application of design techniques on this material showed promising results regarding the versatility of this bio-based non-woven material. The material was subjected to testing with several techniques to vary its color (Figure 41), and texture (Figure 42), add patterns to it (Figure 43, Figure 44) and connect pieces (Figure 45). Each tryout was documented and observations were recorded in Table 3.
1) COLOR
It was observed, that the color of the sheet was determined by the color of the paper pulp used to make it, therefore by using different colored papers a variety of colors can be achieved in this material.
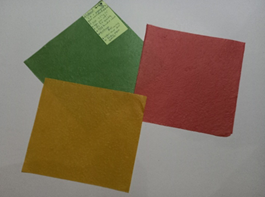
FIGURE 41. Colored SABZ sheets
2) TEXTURE
The pulp, while drying, takes the texture of whatever non-porous surface it is poured on, therefore, by using textured bases, a variety of textures can be achieved in this material.
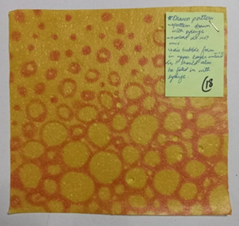
FIGURE 42. Textured SABZ sheet
3) PATTERN MAKING
Using two different colors of materials, addition of patterns within the material was achieved. One color was used to draw a pattern at the base of the mold with the help of a syringe and the other colored mixture was laid on top of it. The drawn pattern created a clear visual on the sheet opening up a world of design possibilities.

FIGURE 43. Pattern within SABZ sheet
4) PRINTING
This material can be printed using screen printing method, it absorbs ink well and hence, an endless number of design possibilities can be achieved in this material using printing.
FIGURE 44. Screen printed SABZ sheet
5) STITCHING
FIGURE 45. Machine stitching on SABZ sheets
Machine stitching on this material gave practical results when wider stitches were applied, while stitches too close to one another resulted in the sheet breaking off.
TABLE 3
A RECORD OF DETAILS OF EACH TRYOUT
|
Sample # |
Paper type |
Tryout |
Photo |
Observations |
|---|---|---|---|---|
|
1 |
Color chart paper |
Adding colored chart papers to create different colors of bio-based sheets. |
Colors come out vibrant and very close to the color of the original paper used |
|
|
2 |
Color chart paper |
Tactile textures made using textured Mold made with silicone |
A prominent pattern is formed on both sides of the sheet (depends on the thickness of the sheet as well as the degree of texture on the Mold). |
|
|
3 |
Color chart paper |
Using 2 colors of paper to create a pattern on one side of sheet using a syringe. |
A prominent and proper pattern is formed on one side of the sheet. A convenient method of creating patterns. |
|
|
4 |
Plain paper |
Open screen printing |
Convenient and prominent pattern made. |
|
|
5 |
|
Machine stitching |
Light stitches work well, multiple stitches on one place may make the sheet fray. |
This bio-based nonwoven material, although showcased several positive outcomes, yet this study has its limitations. These limitations with further working and iterative experimentation can be reduced or eliminated. First is moisture absorption, which was although significantly reduced during development, yet, environmental moisture still causes damage to the material. This issue can be overcome by the use of appropriate waterproofing or by the use of appropriate additives.
Second limitation in this study was the lack of resources. Insufficient resources and small scale of production hindered the growth of this study a on commercial scale. Another limitation faced during this study is the cost of the material. Comparatively expensive raw materials and smaller scale of production raised its cost as compared to the available petrochemicals-based materials.
J. SCOPE AND POTENTIAL APPLICATIONS
FIGURE 46. Potential applications of SABZ materials
This bio-based non-woven material can find potential applications in a variety of areas, from single use packaging to decoration. As a leatherite alternative to use in fast fashion, this material can serve as a sustainable material choice for several products as demonstrated in Figure 46.
- Single use posters; being printable these sheets can be used as replacement of temporary use flexes.
- Back-lit boards and signage; the textured transparent effect of this material makes it an interesting choice for reusable backlit boards.
- Shopping bags; plastic or PP shopping bags can be replaced with ecofriendly alternatives.
- Clothing tags; instead of plastic-coated paper tags, this material can serve as a potential alternative to branding and tags for clothing.
- Packaging for dry items; dry food items like pastas or rice can be packaged in such bags.
- As a leather/leatherite alternative; this material can serve as a natural and ecofriendly alternative to such materials.
- Event décor; a compostable and recyclable option for event decorations, and confetti.
- Fast Fashion; this material can be used by artists and designers alike to create sustainable fashion.
- Abe, J. Martins, P. Sanvezzo, M. Joao, M. Branciforti, P. Halley, V. Botaro, and M. Brienzo, “Advantages and disadvantages of bioplastics production from starch and lignocellulosic components,” Polymers, vol. 13, no. 15, July 2021, Art. no. 2484, doi: https://doi.org/10.3390/polym13152484.
- UNEP International Solid Waste Association. “Global waste management outlook 2024: Beyond an age of waste – turning rubbish into a resource.” 2024. [Online]. Available: https://wedocs.unep.org/bitstream/handle/20.500.11822/44939/global_waste_management_outlook_2024.pdf?sequence=3
- Ruiz. “17 Most worrying textile waste statistics & facts.” TheRoundup.org. [Online]. Available: https://theroundup.org/textile-waste-statistics/ (accessed Mar. 12, 2025).
- Global Textile Times. “The evolution and environmental impact of nonwoven fabrics.” GlobalTextiles.com, 2024. [Online]. Available: https://www.globaltextiletimes.com/sustainability/the-evolution-and-environmental-impact-of-nonwoven-fabrics/
- Hamza, “History of non wovens in textile industry.” TextileValueChain.in, 2020. [Online]. Available: https://textilevaluechain.in/news-insights/manufacturing-of-carbon-fibers
- J. Russell, Handbook of Non-Wovens. Woodhead Publications, 2022.
- Vaishnavi, Namda Art in Kashmir: A Story of Histories, Hardships, and Hopes. JK Arts Foundation, 2023.
- Naser, I. Deiab, and B. Darras, “Polylactic acid (PLA) and Polyhydroxyalkanoates (PHAs), green alternatives to petroleum-based plastics: a review,” RSC Adv., vol. 11, pp. 17151–17196, May 2021, doi: https://doi.org/10.1039/D1RA02390J.
- Keil and J. L. “Bioplastic.” Britannica.com. [Online]. Available: https://www.britannica.com/technology/bioplastic (accessed Mar. 12, 2025).
- WWF-Pakistan. “Plastic Pollution.” WWF-Pakistan.org. [Online]. Available: https://www.wwfpak.org/issues/plastic_pollution/ (accessed Mar. 9, 2025).
- “Frascati manual 2015: Guidelines for collecting and reporting data on research and experimental development.” 2015. [Online]. Available: https://doi.org/10.1787/9789264239012-en
- Gregor, and A. R. Hevner, “Positioning and presenting design science research for maximum impact,” MIS Quart., vol. 44, no. 2, pp. 481–492, 2020.
- Future Materials Foundation. “Future Materials.” [Online]. Available: https://www.futurematerialsbank.com/ (accessed Mar. 12, 2025).
- Dunne. “Bioplastic Cook Book.” Issuu.com. [Online]. Available: https://issuu.com/nat_arc/docs/bioplastic_cook_book_3 (accessed Mar. 12, 2025).
- Maroc. “Biocouture: Suzanne Lee, pionnière dans le domaine des matériaux vivants appliqués à la mode.” Medium.com. [Online]. Available: https://medium.com/openbiofabrics/biocouture-suzanne-lee-pionni%C3%A8re-dans-le-domaine-des-mat%C3%A9riaux-vivants-appliqu%C3%A9s-%C3%A0-la-mode-9275aa8cd3f8 (accessed Mar. 12, 2025).
- Monti. “Change-makers: Carolyn Raff | An ocean full of opportunities.” Manufy.com. [Online]. Available: https://manufy.com/blog/change-makers-carolyn-raff-an-ocean-full-of-opportunities (accessed Mar. 12, 2025).
- “Sway the Future.” Swaythefuture.com. [Online]. Available: https://swaythefuture.com/ (accessed Mar. 13, 2025).
- “Notpla Limited.” NotPla.com. [Online]. Available: https://www.notpla.com/company (accessed Mar. 13, 2025).
- Khajouei, “Structures, properties and applications of alginates,” Mar. Drugs, vol. 20, no. 6, 2022, Art. no. 364, doi: https://doi.org/10.3390/md20060364.
- Cash, T. Stankovic, and M. Storga, “An Introduction to Experimental design Research,” in Experimental Design Research, P. Cash, T. Stanković, M. Štorga, Eds., Springer Nature, 2016, pp. 3–12.
- Pamula and V. Madiraju, “A brief guide to the 50 eco-friendly materials transforming sustainable construction,” Austin Environ. Sci., vol. 9, no. 1, pp. 1–12, 2024.
IV. DISCUSSION
The creation of SABZ, a sustainable, all-natural, biodegradable, and zero-waste non-woven material, provides an urgent and badly needed solution to address environmental complications resulting from synthetic non-woven materials such as polypropylene (PP) and polyester (PET). These synthetic materials dominate non-woven products, comprising more than 66% of raw materials for non-woven products [4], but being mostly non-biodegradable and petrochemical-based, they cause high landfill waste rates and microplastic contamination [3], [10] By contrast, SABZ is constructed from the outset as an environmentally friendly option, by utilizing local and renewable materials such as alginate from seaweed, recycled paper pulp, and a starch-based adhesive, all renowned for their environmental suitability and biodegradability [1], [8], [19].
The study used an active, experimental design approach [20] that moved through three major phases of experimentation. The initial phase was to experiment with base recipes for biopolymers, sourcing inspiration from open-source instructions and existing research. This involved trials with materials such as corn starch, gelatin, sodium alginate, and tamarind gum in combinations. Early experiments gave the group an idea about the limitations and possibilities of each recipe, for instance, starch yielded semi-transparent, sticky sheets that were prone to brittleness after being exposed to water, however, gelatin had more flexibility but was susceptible to fungal growth if not used immediately. Sodium alginate, being promising in terms of strength and texture, shrank significantly unless stabilized.
These early observations were built upon in phase II with natural filling materials such as cotton waste yarn, dried flower petals, ground-up plant residues, and recycled paper pulp being added to reinforce formulations. The fillers contributed to more than physical reinforcement. Texture was improved, shrinkage reduced, and appearance enhanced. As an example, adding waste yarn to gelatin-based material produced both aesthetically pleasing sheets as well as improved strength. The addition of orange peel powder resulted in an uneven, less robust outcome, indicating that not all fillers have an equivalent effect. Paper pulp, however, used in combination with alginate, was consistently shown to achieve improved structure and strength.
The study achieved most of its breakthroughs in phase III, where attention was limited to optimizing a composite material made from laminated MDF molds by using sodium alginate, recycled paper pulp, and starch-based binder. This composition overcame some of the challenges experienced previously, such as moisture absorption and strength loss in humid weather. Through varying proportions and drying processes, a stronger more durable sheet was obtained. The use of laminated MDF molds, in contrast to metal molds, eliminated potential burns and yielded an even texture. In addition, adding a muslin fabric backing incorporated in the formation process further enhanced tensile strength and flexibility to the material. This shift replicated textile strengthening processes found in other bio-based materials applied in packaging and construction [21]. These gains were verified by mechanical tests. The highest performing sheets had tensile strength of 142.25 N and bursting strength of 725 kPa, reflecting that SABZ withstands use in reality. Notably, the material was also recyclable, as the used sheets could simply be dissolved in water, with minimum loss in strength. This renders SABZ very suitable in circular economy models since it reduces wastefulness and favors reuse [9].
Another significant impact of this study was aesthetic flexibility. Methods such as dyeing of colored pulp, texture creation from silicone molds, syringe patterning, and screen printability demonstrated that SABZ could visually be adapted for multiple purposes. Stitch tests were also successful, with the material resisting wider machine stitches. Consequently, such trials indicate that SABZ is not just suitable for eco-friendly packaging but also for fashion, branding, interior design, and temporary decoration.
Nonetheless, some challenges still exist. Sensitivity to moisture, even if lessened considerably, still poses an issue. This could potentially need to be addressed through additional material adjustments or surface treatments. Cost and scalability are existing impediments to mass adoption. The raw material and small-batch production methods make SABZ cost higher compared to that from petroleum-based alternatives. But through industrial cooperation and supportive policies, these costs might decrease in the future [2], [4].
In spite of these limitations, SABZ shows immense potential in every industry. From compostable posters to reusable shopping bags, from event decorating to fashion samples, the possibilities are numerous. The material has both strength and flexibility similar to plastics as well as leather but still proves to be compostable and easy to recycle. These are the attributes that render it very appealing for consumers, manufacturers, as well as designers [13]–[15].
The most inspiring is that all this development process was done by employing basic, accessible tools and locally available materials. Success in scaling production of sheets to dimensions as wide as 22”x32” with uniform quality and strength shows that material innovation for sustainability isn’t always dependent on high-technology infrastructure. Rather, it prospers at the confluence of creativity, scientific curiosity, and eco-responsibility. In the end, SABZ is not simply a material, it's a template for a more sustainable future. It demonstrates that natural ingredients, good design, and repeated trial can combine to produce a commercially competitive substitute for synthetic non-wovens. If research and support continue, SABZ might set an example for green innovation everywhere.
A. CONCLUSIONThis study proved to be a challenging yet rewarding process. Through the study of bio-based materials, a deep understanding was achieved regarding the endless world of possibilities that nature holds within it. In a nutshell, SABZ is an example of how bio-based textiles can be utilized as sustainable alternatives to conventional non-woven textiles. This research paper reviews the formulation, processing, and performance optimization of the material the researcher has created with a methodological approach. It also sheds light on the scope of this material's behavior, durability, and applications by mentioning experimentation done with seaweed-derived polymers, recycled paper pulp, and starch-based binders, in addition to the incorporation of local waste materials. Not only this, the study also aims to validate the feasibility of SABZ as a biodegradable, recyclable, and versatile material, emphasizing its contribution to the wider arena of circular design and sustainable manufacturing in the area of textile design. All in all, this study paves the way for future researchers to explore the possibilities in eco-friendly textile innovation with an amalgamation of scientific inquiry and creativity, offering a feasible solution for environmental pollution and fostering a sustainable approach to material production.
Author Contribution
Aleezay Mohsin: conceptualization, methodology, investigation, resources, data curation, writing - - original draft, writing – review and editing, and visualization. Umber Zahid: Supervision, Validation, and Conceptualization.
Conflict of Interest
The authors of the manuscript have no financial or non-financial conflict of interest in the subject matter or materials discussed in this manuscript.
Data Availability Statement
The data associated with this study will be provided by the corresponding author upon request.
Funding Details
No funding has been received for this research.
Generative AI Disclosure Statement
The authors did not used any type of generative artificial intelligence software for this research.